
I. Policy Background
Core Policy Goals: By 2029, comprehensively complete the identified renewal and retrofitting tasks for old equipment, drive the industry toward safer, greener, and smarter transformations, encourage enterprises to benchmark against advanced industry standards, and promote the application of advanced energy-saving and carbon-reducing technologies. The equipment renewal process should ideally be completed within 5 years, with supporting fiscal and financial policies implemented synchronously.
In March 2026, the Ministry of Industry and Information Technology (MIIT), in conjunction with the National Development and Reform Commission, the Ministry of Ecology and Environment, the Ministry of Emergency Management, and three other ministries, officially issued the Action Plan for Accelerating the Renewal and Transformation of Old Equipment in the Petrochemical and Chemical Industries (2026-2029). The introduction of this pivotal policy marks the official acceleration of a new round of large-scale equipment renewal in the petrochemical and chemical industries. For existing plants that have been operating for over 20 years, retrofitting is no longer a multiple-choice question, but a mandatory requirement.
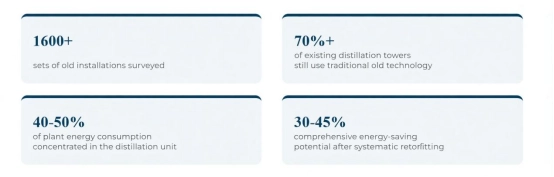
Distillation, as the separation unit with the highest energy consumption in chemical production, has always been the primary battlefield for energy conservation and consumption reduction. The distillation system accounts for approximately 40% to 50% of the entire chemical plant’s energy consumption. However, a significant proportion of existing plants still use old column internals and traditional processes that are over a decade old, leaving immense potential for energy savings. Facing this historical opportunity, DODGEN has built a full-chain energy-saving upgrade solution centered on distillation and various refining separation technologies, providing strong technical support for industry transformation.
II. DODGEN’s Core Refining and Separation Technologies
·High-Efficiency Column Internals: The “First Move” for Existing Plant Retrofits
For existing plants, replacing column internals is often the path with the minimal investment and the quickest results. DODGEN has been deeply engaged in the R&D and manufacturing of column internals for years. High-efficiency column internals are DODGEN’s core manufacturing strength, forming a complete product line centered on metal structured packing and covering liquid distributors, liquid collectors, vapor distributors, trays, and more.
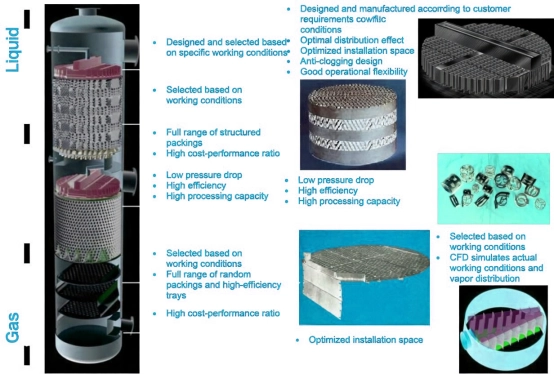
DODGEN’s high-efficiency column internals product line includes:
1.Metal structured packing: Offers high mass transfer efficiency, drastically reduced pressure drop, and significantly lower steam consumption.
2.Liquid distributor/collector: Ensures precise liquid distribution and eliminates channeling, fully realizing the theoretical efficiency of the packing.
3.Vapor distributor and flash feed system: Custom-designed for different gas velocities.
4.Three-in-one distributor (support + collection + distribution): Integrated design for easy installation.
5.Various tray types: Flexibly adapts to different separation conditions.
Based on advanced simulation software, DODGEN constructs multiple hydraulic models for customized designs targeting different material systems and gas velocity conditions, covering the upgrade needs of various columns for distillation, absorption, and desorption. For enterprises with limited downtime for overhauls, replacing high-efficiency column internals can often achieve a leapfrog upgrade of the unit without altering the column shell.
·Dividing Wall Column (DWC): Three-Component Separation in One Column
The dividing wall column represents the most highly technical structural innovation in current distillation energy conservation. Its principle involves placing a vertical partition inside the distillation column, dividing it into four sections: a prefractionator, a main column, a common rectifying section, and a common stripping section. The feed first enters the prefractionator for rough separation, then enters the main column where it is finely separated into a light-component-dominated overhead product, a middle-component-dominated side-draw product, and a heavy-component-dominated bottom product.
This structure allows the three-component separation, which traditionally required two columns in series, to be achieved in a single step within one column, sharing a single reboiler and condenser system. Compared to the traditional two-column scheme, it reduces energy consumption by 20%-35%, saves investment by 20%-30%, and significantly reduces the footprint.
DODGEN has a professional team and core technologies in the DWC field, equipped with proprietary reflux dividers and precision liquid distributors. This makes liquid distribution on both sides of the partition more flexible and controllable, ensuring operational elasticity and equipment reliability. Relying on advanced simulation software and strong R&D capabilities, DODGEN provides clients with complete solutions from process design to the manufacturing and supply of column internals.
·Heat Pump Distillation: Turning “Waste Heat” into “Valuable Heat”
Heat pump distillation, specifically the Self-Heat Recuperation Technology (SHRT) adopted by DODGEN, fully utilizes the heat of the overhead vapor of the distillation column by using it as a heat source to exchange heat with the bottom materials. The energy balance of the entire system is maintained using only a small amount of electrical energy consumed by the compressor.
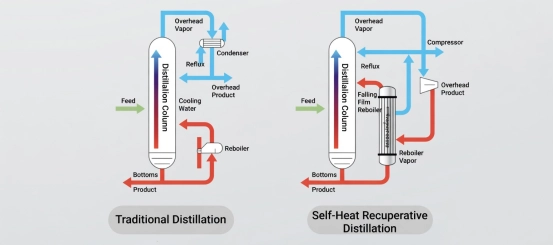
This route completely changes the traditional distillation dilemma where overhead heat is “wasted” by cooling water. In material systems like ethanol, methanol, and light hydrocarbons, heat pump distillation can slash steam consumption by 50%-70%, making it particularly suitable for units with high steam prices and stable loads.
Core equipment advantages of DODGEN’s heat pump distillation:
1.Independently designed high-performance falling film evaporator, operating stably under extremely small temperature differences to maximize compressor power savings.
2.Multi-stage distribution (distributor plate + distributor head) capable of handling special materials that are heat-sensitive or highly viscous.
3.Widely applicable to distillation processes in petroleum refining, chemicals, food, pharmaceuticals, environmental engineering, fine chemicals, pesticides, and solvent recovery industries.
4.Deep integration of the falling film evaporator and the heat pump distillation system to optimize system-wide energy consumption.
·Reactive Distillation: The Integrated Path of Process Intensification
DODGEN’s reactive distillation technology completes chemical reactions and product separation synchronously within a single distillation column, achieving deep process intensification. DODGEN’s independently developed catalytic structured packing features a unique “sandwich” structure: the outer corrugated sheet mass transfer channels and the inner solid catalyst pockets are highly integrated. Once products are generated, they are immediately removed by the distillation process, effectively breaking chemical equilibrium limits and boosting conversion rates. Simultaneously, the latent heat of liquid vaporization instantly removes the heat of reaction, eliminating the hot-spot risks of traditional fixed-bed reactors and significantly extending catalyst life.

Reactive distillation is especially suitable for equilibrium-limited or highly exothermic catalytic reactions such as esterification, etherification, hydrogenation, and process water purification. It achieves intensive process flow and minimized investment, serving as a crucial technological direction for the green and high-end transformation of chemical plants.
·Refining and Separation Technology: A Combination Punch to Break Through Purity Limits
In the field of high-purity product preparation, single distillation technologies face bottlenecks of high energy consumption and high reflux ratios. To address this, DODGEN has built a refining and separation technology system centered on melt crystallization and coupled with multiple separation techniques.

Core advantages of melt crystallization technology:
1.Single-stage separation purity exceeds 99.9%, and multi-stage can reach 99.999%.
2.Energy consumption is only 1/3 to 1/5 of the distillation process, significantly reducing operating costs.
3.Solvent-free throughout the process, with no solvent residues or waste emissions, ensuring green and environmental protection.
4.Highly efficient in handling azeotropic systems, materials with close boiling points, and isomers that are difficult to separate by traditional distillation.
5.Can be coupled with distillation, extraction, and other technologies to achieve more ideal purity and yield.
DODGEN thermally couples distillation with melt crystallization to form the optimal economic path of “rough distillation + crystallization refining,” optimizing both yield and purity simultaneously. This has been successfully applied to the industrial preparation of high-purity products such as electronic chemicals (e.g., phosphoric acid, carbonate electrolyte solvents).
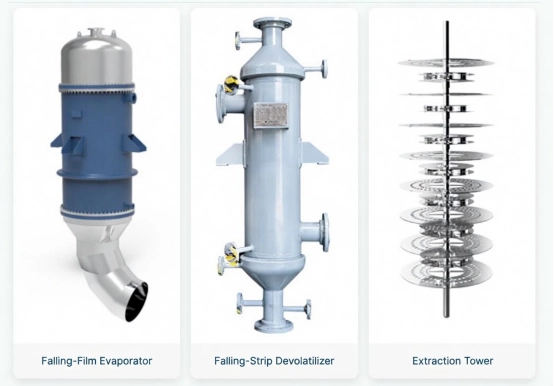
Furthermore, DODGEN can provide various auxiliary separation technologies like extraction, falling-strip devolatilization, falling-film evaporation, and gas-liquid separation. Based on material characteristics, these can be flexibly coupled with melt crystallization to form customized combined separation processes tailored to different industries and purity targets.
III. DODGEN’s Complete Solutions
DODGEN’s core value lies not only in supplying single products but in providing complete, full-lifecycle solution services.
·Process: Relying on advanced process simulation software, our professional engineering team performs material and energy balances, operational flexibility analysis, and comparative evaluation of energy-saving schemes to tailor the optimal process route for clients.
·Equipment: We possess independent design and manufacturing capabilities for key equipment, ranging from high-efficiency column internals to dividing wall columns, heat pump distillation systems, reactive distillation catalyst packing, melt crystallizers, and falling-film evaporators, ensuring controllable delivery times and reliable quality.
·Validation: We operate an R&D laboratory and a modular skid-mounted pilot platform in Chongqing, equipped with various reaction and separation units. This helps clients validate process parameters before industrial implementation, effectively mitigating scale-up risks and shortening project cycles.
From conceptual evaluation, process design, and pilot validation to equipment manufacturing, on-site guidance, and commissioning optimization—DODGEN partners deeply with clients throughout the entire process to ensure that every unit operates efficiently, safely, and reliably.



