
Surging Demand for High-Purity Chemicals Is Pushing Conventional Separation Technologies to Their Limits
Chemical separation is often described as the “invisible heart” of the chemical industry. A less recognized fact is that separation processes account for approximately 40%–70% of the total energy consumption across the chemical sector. Under increasingly stringent carbon reduction targets, this energy-intensive reality is facing unprecedented pressure for transformation.
At the same time, downstream industrial upgrading is driving purity requirements to entirely new levels.
- Electronic-grade chemicals now require metal ion concentrations at the ppb or even ppt level, while advanced semiconductor fabrication processes (G4/G5 grade) exhibit near-zero tolerance for trace impurities.
- Pharmaceutical intermediates demand almost complete elimination of isomeric impurities.
- Moisture specifications for new energy electrolyte materials have been reduced to the ppm range.
Product purity standards are rapidly evolving from 99% to 99.9%, and even toward 99.9999%. Conventional distillation is increasingly constrained by difficulties in separating close-boiling systems and by thermal degradation of heat-sensitive materials. Solvent recrystallization, meanwhile, faces challenges associated with solvent residue risks and high downstream processing costs.
The global market for high-purity chemicals is expected to exceed USD 100 billion by 2028. Behind these technical bottlenecks lies a significant market opportunity.
The core advantages of melt crystallization — solvent-free operation, low energy consumption, and ultra-high purity — are moving the technology from laboratory-scale research to the center stage of large-scale industrial applications.
Technical Principles: Molecular-Level Separation Mechanism of Melt Crystallization
Thermodynamic Fundamentals — Why Crystallization Is Naturally a Purification Process
Melt crystallization can be understood through a familiar natural phenomenon.
Inspiration From Nature
When lakes freeze during winter, the resulting ice layer is nearly pure water, while salts and impurities are rejected into the remaining liquid phase. This is a natural manifestation of solid-liquid equilibrium purification.
From a thermodynamic perspective, when an impurity-containing melt is slowly cooled below the liquidus temperature, the target component preferentially crystallizes as high-purity crystals, while impurities concentrate in the residual mother liquor. The theoretical foundation of this process lies in solid-liquid equilibrium and eutectic point theory. As long as the operating temperature is maintained between the crystallization point of the target component and the eutectic temperature, efficient phase separation can be achieved.

An Objective Perspective on Energy Efficiency
The key energy-saving advantage of melt crystallization lies in the fact that the latent heat of solid-liquid phase transition is typically only one-third to one-seventh that of vapor-liquid phase transition, fundamentally reducing thermal energy demand during phase change operations.
However, two practical considerations must be addressed objectively:
- Refrigeration power consumption cannot be ignored.
Melt crystallization often requires cooling systems operating below ambient temperature. The overall coefficient of performance (COP) of refrigeration systems is typically between 3 and 5. Therefore, refrigeration electricity consumption must be incorporated into total process energy evaluations. - COP decreases significantly at lower operating temperatures.
For cryogenic systems, the actual COP of chillers may decrease to 2–3 or even lower. Accurate energy assessments must therefore consider the temperature difference between crystallization temperature and ambient conditions.
Practical Insight — Energy Evaluation for Cryogenic Systems
Taking dimethyl carbonate (DMC) as an example, its crystallization temperature approaches or falls below 0°C, where refrigeration COP deterioration becomes significant. It is recommended that actual operating COP values of refrigeration units be incorporated into project-stage energy assessment models to avoid underestimating operating costs.
Even so, melt crystallization generally offers 20%–50% lower energy consumption than conventional distillation for most industrial systems. For systems with crystallization temperatures close to ambient temperature, refrigeration demand is minimal and energy-saving benefits become even more significant.
Practical Insight — Which Systems Deliver the Best Energy Efficiency?
Ethylene carbonate (EC), with a melting point of approximately 36.4°C, crystallizes near ambient temperature. Refrigeration systems require minimal cooling duty, resulting in substantially lower overall energy consumption compared with distillation. EC is therefore considered one of the most energy-efficient systems for melt crystallization applications.
Comparison of Two Major Technical Routes
Suspension Crystallization
In suspension crystallization, the target component forms and grows as fine suspended crystals within an agitated or circulating melt. The crystals are then efficiently separated from the mother liquor using a wash column.

Advantages
- Large mass transfer area
- High throughput
- Suitable for continuous large-scale production
Challenges
- Crystal size distribution control
- Suppression of impurity inclusion within crystals
Static Crystallization / Layer Crystallization
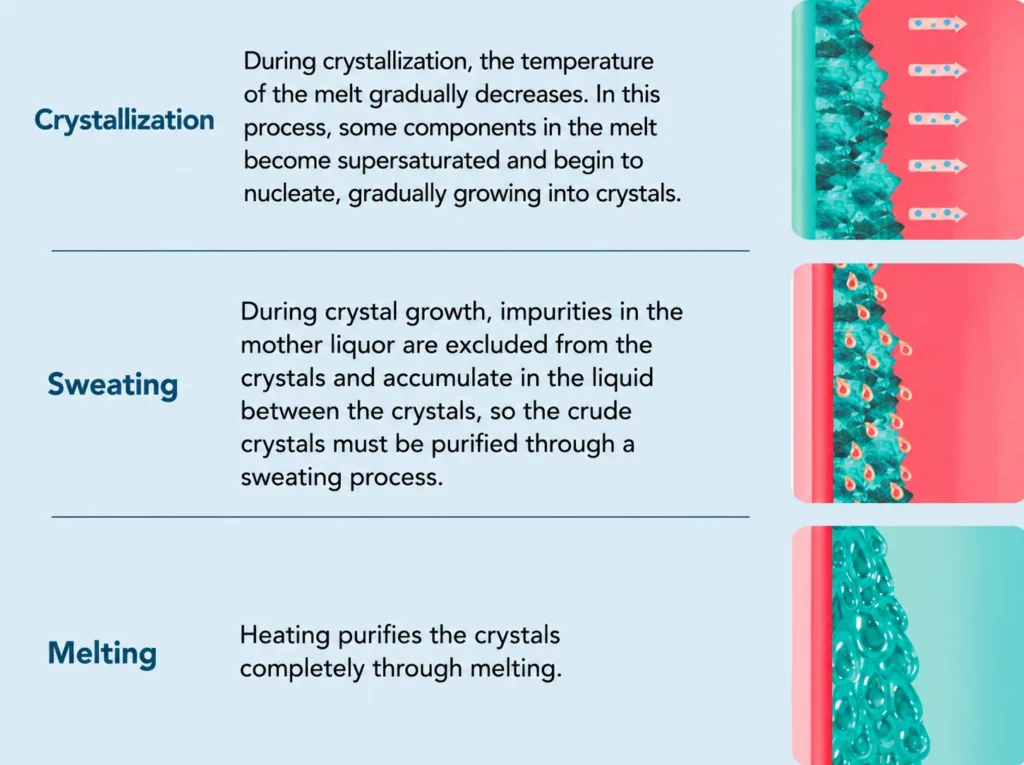
In layer crystallization, crystals grow layer by layer on cooled surfaces to form dense crystal layers. Deep purification is then achieved through a “sweating” process, where the temperature is gradually raised to slightly below the melting point, allowing impurity-rich mother liquor trapped between crystal boundaries to drain out under gravity.
Advantages
- Simple operation
- No solid-liquid separation equipment required
Suitable Applications
- Batch production
- High-value-added products
Key Process Parameters: Precise Balancing Between Purity and Yield
The final performance of melt crystallization depends on precise control of several critical parameters:
- Cooling rate
Excessively rapid cooling increases impurity incorporation, while overly slow cooling reduces productivity. - Temperature gradient
Determines crystal growth direction and crystal layer density. - Sweating temperature profile
Directly affects the balance between impurity removal depth and product recovery. - Number of crystallization stages
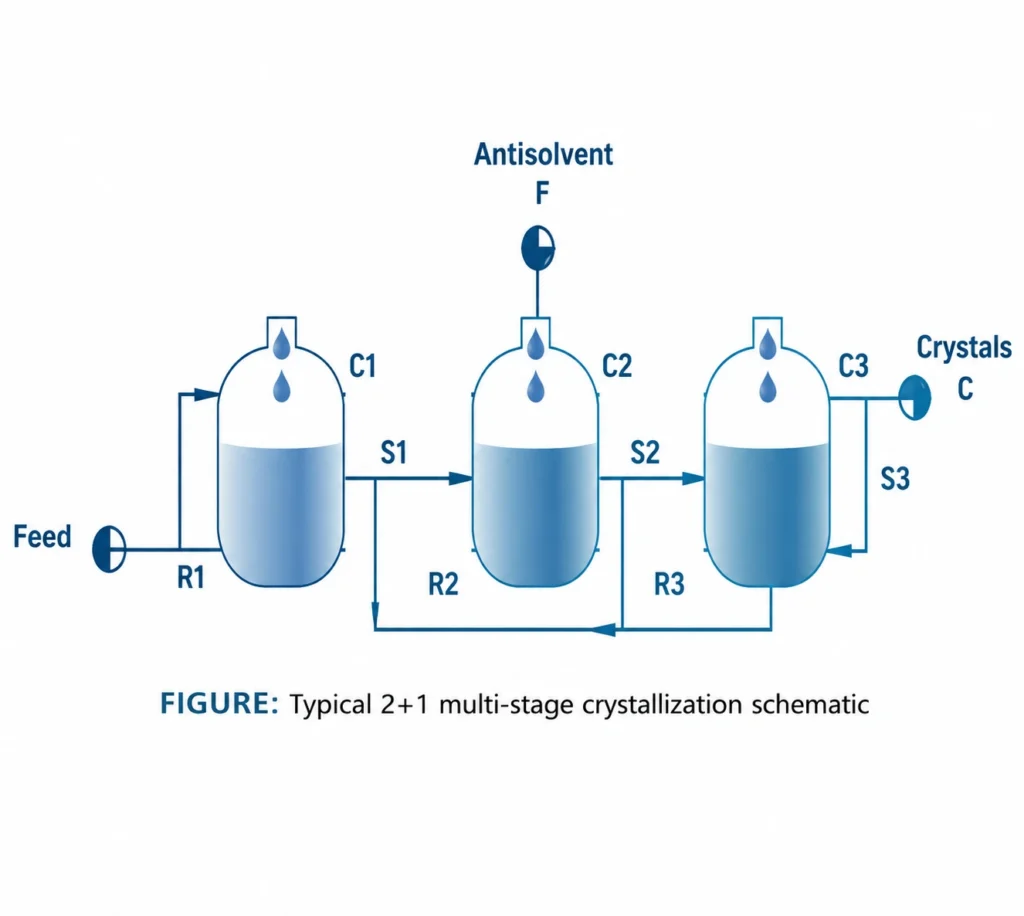
Multistage crystallization progressively approaches the theoretical purity limit.
These parameters exhibit complex coupling relationships. In industrial practice, systematic optimization based on thermodynamic data — including DSC thermal analysis and solid-liquid equilibrium measurements — is essential for achieving the optimal balance between purity and yield.
From Laboratory to Industrial Production: Key Challenges in Scale-Up
Equipment Challenges — Temperature Control Determines Product Quality
Industrial crystallizers must achieve temperature uniformity within ±0.1°C across large heat transfer surfaces, placing extremely high demands on heat exchanger design and process control systems. Whether using tubular/plate static crystallizers or scraped-surface suspension crystallizers, heat transfer efficiency and temperature field uniformity remain core design priorities.
Process Challenges — “One System, One Strategy”
Different chemical systems exhibit significantly different solid-liquid phase diagrams. For example, optimal crystallization strategies for acrylic acid systems differ fundamentally from those for carbonate systems. Customized temperature programs based on experimentally measured thermodynamic data are therefore essential.
Mother Liquor Management — Impurity Accumulation Is Inevitable
During melt crystallization, impurities continuously accumulate in the mother liquor. Due to eutectic composition limitations, mother liquor cannot be recycled indefinitely. Industrial systems typically incorporate purge streams or integrated crystallization-distillation processes to reprocess impurity-rich mother liquor, maintaining impurity balance while maximizing overall recovery.
Engineering Scale-Up — System Validation Across Multiple Scales
Scaling up from gram-scale experiments to ten-thousand-ton industrial production is not a simple linear process. Crystal growth kinetics can vary significantly across scales, making a comprehensive validation framework essential:
Customer material sample
↓
DSC thermal analysis and solid-liquid equilibrium measurement
↓
Laboratory crystallization feasibility study (500 g scale)
↓
Pilot-scale process optimization (100 kg-scale validation unit)
↓
Process package design and equipment manufacturing
↓
Industrial installation, commissioning, and startup
↓
Stable production of high-purity products
Industrial Applications:Representative Case Studies
1. Ice Acrylic Acid Purification
Acrylic acid has a melting point of approximately 13.5°C. Its solid-liquid phase behavior with major impurities such as propionic acid, acetic acid, and water makes it naturally suitable for melt crystallization purification.
The primary challenge is that acrylic acid contains active double bonds and is highly susceptible to self-polymerization under the prolonged high-temperature conditions of conventional distillation. This can lead to equipment fouling or even severe safety incidents.
After implementing the melt crystallization system and process package provided by DODGEN:
- Purity increased to 99.98% (glacial acrylic acid grade)
- Operating temperature maintained below 40°C, eliminating polymerization risk
- Annual steam consumption reduced by approximately 30%
- Continuous operating time exceeded 8,000 hours
2. Electronic-Grade Dimethyl Carbonate (DMC) Purification
Dimethyl carbonate (DMC) is a key solvent used in lithium battery electrolytes and semiconductor cleaning processes. Electronic-grade DMC requires purity ≥99.99%, with metal ion concentrations reduced to the ppb or even ppt level.
Why Conventional Distillation Falls Short
DMC forms an azeotrope with methanol, creating dual challenges for conventional distillation — difficult azeotropic separation and insufficient cleanliness control.
The Separation Advantage of Melt Crystallization
DMC has a melting point of approximately 4.6°C, while methanol melts at -97.6°C, creating a substantial melting point difference and an exceptionally high theoretical separation factor. Azeotropic limitations fundamentally disappear during solid-liquid phase transition processes, representing a major advantage of melt crystallization over distillation.
DODGEN developed a multistage melt crystallization system for an electronic chemicals manufacturer, equipped with high-precision low-temperature control modules and clean-grade piping systems:
- DMC purity ≥99.99%
- Metal ion concentration at ppb level
- Successfully passed semiconductor fab qualification
- Achieved domestic substitution
3. High-Purity Ethylene Carbonate (EC)
Ethylene carbonate (EC) is a core solvent component in lithium battery electrolytes. Its purity and moisture content directly affect battery cycle life and safety performance. EC has a melting point of approximately 36.4°C, enabling crystallization near ambient temperature with extremely low refrigeration demand.
DODGEN adopted a falling-film melt crystallization-distillation integrated system:
- EC purity ≥99.99%
- Moisture content <10 ppm
- Continuous production at ten-thousand-ton scale
- Entire process operates without solvent introduction
Recovery and Mother Liquor Management
The system incorporates a mother liquor purge stream, where impurity-rich liquor is periodically sent to a supporting distillation unit for EC recovery and recycling back to the feed section. This integrated crystallization-distillation closed-loop design increases overall recovery to above 95% when feed purity exceeds 98%, ensuring long-term stable and economical plant operation.
Melt Crystallization vs Conventional Separation Technologies
| Dimension | Conventional Distillation | Solvent Crystallization | Melt Crystallization |
|---|---|---|---|
| Suitable Systems | Large boiling point differences | Significant solubility differences | Large melting point differences, especially close-boiling, heat-sensitive, and azeotropic systems |
| Product Purity | 99%–99.9% | 99%–99.9% | 99.9%–99.9999% |
| Energy Consumption | High | Moderate | Lower (20%–50% energy savings) |
| Solvent Usage | May require entrainers | Large solvent consumption | Solvent-free, zero VOCs |
| Heat-Sensitive Materials | Limited applicability | Applicable | Naturally suitable |
| Overall Recovery | High | Moderate | 90%–98% (integrated systems) |
Additional Notes on Energy Consumption Comparison
Overall energy consumption is typically 20%–50% lower than distillation, although actual savings depend strongly on the temperature difference between crystallization temperature and ambient conditions. Systems crystallizing near ambient temperature, such as EC, exhibit particularly significant energy-saving advantages. For cryogenic systems such as DMC, detailed evaluation of refrigeration COP degradation is essential.
Conclusion: The Future of High-Purity Separation Belongs to More Precise Crystallization Technologies
As high-end sectors such as electronic chemicals, new energy materials, and biopharmaceuticals continue to expand, the demand for molecular-level precision separation technologies will only intensify.
With its inherent thermodynamic purification advantages, environmentally friendly process characteristics, and increasingly mature engineering capabilities, melt crystallization is rapidly becoming one of the core technologies for high-purity chemical manufacturing.
As a technology-driven enterprise with years of specialization in melt crystallization, DODGEN has established full-chain service capabilities covering fundamental process research, thermodynamic data measurement, process simulation optimization, core equipment design and manufacturing, as well as on-site commissioning and operational support. The company has accumulated extensive industrial experience across multiple systems including acrylic acid, carbonates, naphthalene, and bisphenol A.



