
Why Temperature Control Is Critical in PLA Processing
PLA processing is defined by a narrow thermal window rather than a fixed melting point.
Its melting range of 150–180°C enables lower energy input compared with conventional thermoplastics, but significantly reduces tolerance to temperature deviation.
In industrial environments, thermal sensitivity becomes a primary constraint on process stability.
Excess temperature or extended residence time accelerates molecular degradation, while temperature gradients create localized overheating and batch inconsistency.
The limiting factor in PLA processing is not melt formation.
It is the ability to maintain uniform thermal conditions under continuous flow and load.
PLA Temperature Range and Processing Limits
PLA does not exhibit a single melting point.
It transitions across a defined temperature interval that constrains its usable processing window.
| Parameter | Typical Range | Process Implication |
|---|---|---|
| Glass transition (Tg) | 45–65°C | Onset of softening and dimensional instability |
| Melting range (Tm) | 150–180°C | Minimum threshold for melt flow |
| Processing window | 190–220°C | Stable balance between viscosity and integrity |
| Upper limit | 230–240°C | Onset of accelerated thermal degradation |
The effective processing window is determined not only by melting behavior, but by the interaction between temperature and residence time.
Operating above 230°C increases degradation rate exponentially.
Operating below the lower melt threshold leads to incomplete fusion and unstable flow.
How Heat Causes PLA Degradation During Processing
PLA degradation is governed by thermal, hydrolytic, and oxidative mechanisms, all of which are time and temperature dependent.
At elevated temperatures:
- Polymer chains undergo scission, reducing molecular weight by up to 20–50 percent under prolonged exposure
- Volatile compounds such as lactide and aldehydes are released
- Chromophoric structures form, resulting in visible yellowing
From a process engineering perspective:
Degradation load = temperature × residence time
When this load exceeds material tolerance, process instability becomes unavoidable.
Typical consequences include:
- Reduction in tensile strength and increased brittleness
- Melt viscosity fluctuation exceeding 15–30 percent
- Surface defects such as black specks and uneven coloration
- Increased emission of volatile byproducts affecting process conditions
The objective is not to maximize temperature.
It is to minimize cumulative thermal exposure while maintaining stable melt flow.
Key Factors That Affect PLA Thermal Stability
Thermal stability in PLA is controlled by interacting material and process variables.
These variables define the boundaries of the thermal window.
Crystallinity and Molecular Structure
Higher crystallinity increases melting temperature and resistance to thermal deformation.
PLLA typically exhibits melting temperatures 10–20°C higher than amorphous PLA, resulting in improved stability under equivalent conditions.
Moisture Content
PLA is hygroscopic and undergoes hydrolysis during melt processing when moisture is present.
Moisture levels above 250 ppm significantly increase chain scission rates.
This results in:
- Rapid reduction in molecular weight
- Increased formation of degradation byproducts
- Reduced melt stability
Industrial processing requires controlled drying at 45–60°C for 4–8 hours prior to melt exposure.
Residence Time and Thermal History
Thermal exposure accumulates over time and cannot be reversed.
Residence times exceeding standard processing limits, typically above 3–5 minutes in melt zones, result in measurable degradation even within nominal temperature ranges.
Equipment must therefore:
- Eliminate stagnant regions
- Maintain continuous flow
- Reduce exposure to unnecessary thermal cycling
Additives and Formulation Effects
Additives modify thermal response and process tolerance:
- Plasticizers reduce Tg and viscosity but narrow the safe processing window
- Nucleating agents increase crystallinity and shift thermal limits upward
- Fillers alter heat transfer behavior and crystallization kinetics
These effects must be incorporated into system-level temperature control strategies.
Temperature Control Strategies in PLA Production Systems
Temperature control in PLA processing is a system-level constraint defined by heat transfer efficiency and flow consistency.
Stable operation depends on:
- Uniform heat distribution
- Controlled thermal gradients
- Consistent residence time
- Real-time feedback control
Polymerization Stage
High-Precision Jacketed Reactors
PLA polymerization is exothermic and highly sensitive to localized temperature variation.
Temperature deviation greater than ±2°C within the reactor can result in:
- Racemization and reduced stereoregularity
- Broad molecular weight distribution
- Early-stage discoloration
Effective control requires:
- Multi-zone jacket systems using thermal oil or steam
- Distributed temperature sensing across the reactor volume
- Closed-loop control systems maintaining ±1°C stability
Uniform heat distribution prevents hotspot formation and stabilizes polymer structure at the source.
Extrusion Stage
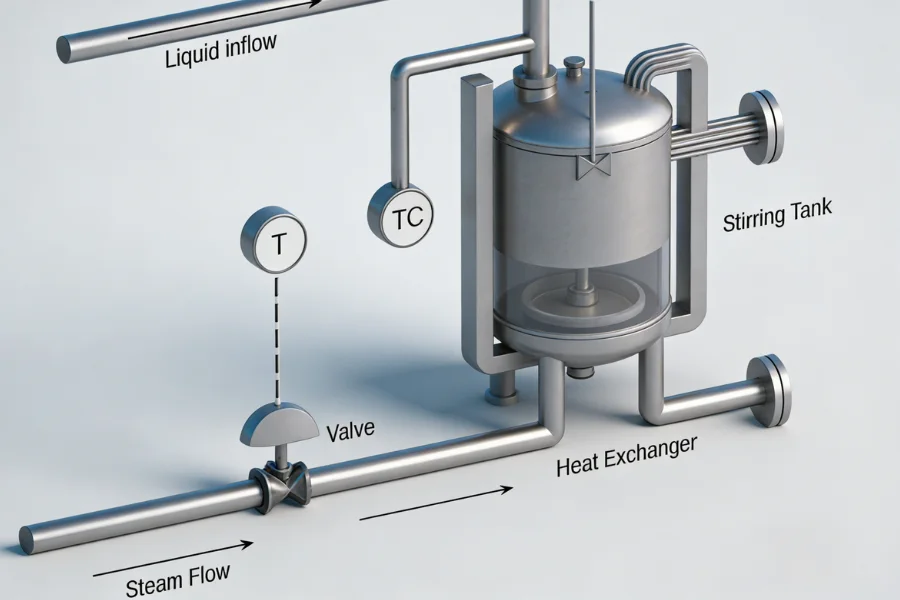
Heat Exchangers and Melt Temperature Control
Extrusion introduces thermal variability through shear heating and flow irregularities.
Temperature must be controlled across functional zones:
- Feed section – maintain below softening threshold
- Compression and metering zones – ensure complete melting without exceeding degradation limits
- Die exit – stabilize melt prior to shaping
Heat exchangers determine the efficiency of thermal control in this stage.
Their functions include:
- Reducing melt temperature variation to within narrow tolerances
- Enabling uniform cooling rates across the melt stream
- Stabilizing crystallization behavior during solidification
For high-viscosity PLA systems:
- Low-pressure-drop exchanger designs are required
- High heat transfer coefficients improve thermal response time
- Flow channel geometry must eliminate stagnation zones
Inadequate heat exchange increases residence time variability, directly increasing degradation risk.
Auxiliary Control Measures
Additional system controls improve thermal stability:
- Nitrogen protection reduces oxidative degradation
- Inline viscosity monitoring detects early-stage molecular breakdown
- Integrated temperature and pressure feedback enables dynamic process adjustment
These measures convert temperature control from static setting to adaptive system regulation.
Advanced Temperature Control Solutions for PLA Processing
In PLA production, temperature control defines product consistency, molecular integrity, and visual quality.
Achieving stable output requires integration of:
- Reactor thermal management
- Melt processing control
- High-efficiency heat exchange systems
These requirements are typically addressed in advanced chemical processing environments where temperature deviation must be tightly constrained.
DODGEN applies similar control frameworks to PLA production systems, focusing on:
- Reactor designs that maintain uniform heat distribution under exothermic conditions
- Heat exchanger systems optimized for low shear and high thermal efficiency
- Flow path engineering that minimizes residence time variation
This approach enables consistent scale-up from laboratory conditions to continuous industrial operation without compromising thermal stability.
Practical Temperature Control Guidelines for PLA Processing
| Process Stage | Recommended Control Strategy |
|---|---|
| Material drying | 45–60°C, 4–8 hours, moisture < 250 ppm |
| Polymerization | Maintain 160–200°C depending on catalyst system |
| Reactor control | Multi-zone temperature control with closed-loop feedback |
| Extrusion temperature | Maintain 190–220°C, avoid exceeding 230°C |
| Residence time | Minimize and maintain consistent flow conditions |
| Melt cooling | Apply high-efficiency heat exchangers for uniform cooling |
| Environment | Use nitrogen protection and controlled ventilation |
| Monitoring | Track temperature, pressure, viscosity, and torque |
Final Perspective
PLA processing is constrained by thermal exposure rather than melting temperature alone.
Stable production depends on controlling temperature, time, and flow as an integrated system.
Precision thermal management enables PLA to perform as a consistent industrial material rather than a thermally sensitive polymer.



