
Introduction – Overview of PGA and Its Applications
Polyglycolic Acid (PGA) is a synthetic, absorbable polymer widely used in medical-grade surgical sutures. Its biodegradability, predictable absorption, and high tensile strength make it ideal for soft tissue approximation and ligation. Medical-grade PGA must adhere to strict regulatory and quality standards to ensure patient safety, consistent performance, and compliance with USP and ISO requirements.
PGA sutures are used in general soft tissue procedures, ophthalmic surgeries, and other applications where temporary wound support is needed. Manufacturers rely on precise polymerization processes, validated industrial equipment, and robust quality systems to ensure every batch meets its intended clinical performance.
Core Principles of Medical-Grade PGA Manufacturing
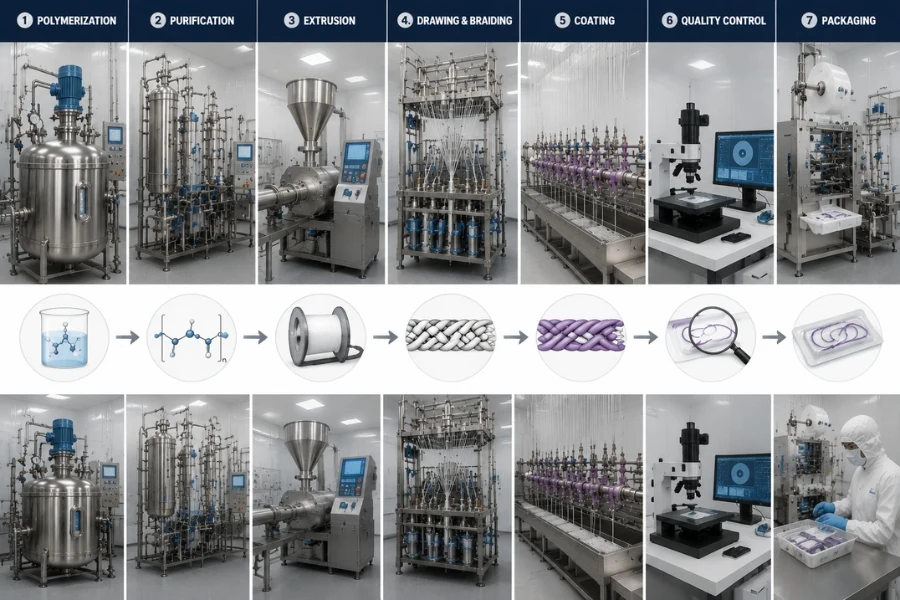
The production of medical-grade PGA sutures involves controlled polymerization with rigorous monitoring:
- Monomer Purification: Glycolic acid or glycolide derivatives are purified to remove water and contaminants. Moisture content is maintained below 0.02% to prevent hydrolysis.
- Polymerization: Esterification and chain-growth polymerization are conducted under controlled temperatures (typically 180–230°C) and vacuum conditions. Catalyst concentration is carefully regulated to achieve target molecular weight (50–80 kDa) and narrow polydispersity (1.1–1.3).
- Post-Polymer Processing: Extrusion under inert atmosphere prevents degradation. Pellets are dried using vacuum ovens at 50–60°C for 12–24 hours.
These parameters ensure reproducible polymer properties critical for predictable absorption and tensile strength in clinical use.
Equipment Standards for PGA Production
Medical-grade PGA production relies on specialized industrial equipment designed to meet GMP and ISO 13485 requirements:
| Equipment | Function | Operational Standard |
|---|---|---|
| Esterification Reactor | Converts monomer to pre-polymer | Corrosion-resistant alloy, precise temp ±1°C, vacuum control |
| Polymerization Vessel | Chain-growth polymerization | Uniform mixing, inert gas environment, temperature 180–230°C |
| Extruder & Pelletizer | Forms polymer into pellets | Temperature profiling, minimal shear stress, cleanroom-rated |
| Solvent Recovery / Purification Unit | Removes residual monomer & catalysts | ≥99% recovery, closed-loop system |
| Drying Oven | Moisture removal | Vacuum or inert atmosphere, 50–60°C, <0.02% residual water |
| QC Analytical Instruments | Molecular weight, tensile testing | GPC, FTIR, NMR, ISO 10993 biocompatibility testing |
Each piece of equipment is validated to maintain process stability, reproducibility, and regulatory compliance.
Continuous vs Batch Processing
| Aspect | Continuous Process | Batch Process |
|---|---|---|
| Scale | High, industrial | Flexible, small to medium |
| Consistency | Very high, real-time monitoring | Dependent on operator control |
| Molecular Weight Control | Precise, narrow distribution | Slightly variable |
| Throughput | Large, automated | Limited |
| Operational Complexity | Moderate, automated control systems required | Lower, easier to adjust parameters |
| Suitability | Commercial-scale suture production | Pilot-scale or specialty batches |
Continuous processing enhances reproducibility and scalability, while batch processes are valuable for experimental or specialty formulations.
Compliance and Safety Standards
Medical-grade PGA production requires adherence to rigorous regulatory frameworks:
- Quality Management Systems (QMS): ISO 13485 ensures traceability and process validation at every stage, from raw material qualification to final release.
- Regulatory Approvals: CE marking under EU MDR and FDA 510(k) clearance demonstrate conformity with safety, performance, and post-market surveillance obligations.
- Material & Sterilization Validation: Biocompatibility testing follows ISO 10993 protocols. Sterilization (ethylene oxide or gamma radiation) achieves Sterility Assurance Level (SAL) of 10^-6, validated under worst-case conditions.
Equipment, process, and environmental controls collectively support compliance and ensure product safety.
Quality Control Measures
Key quality attributes are strictly monitored:
- Molecular Weight & Polydispersity: Ensures controlled absorption profile and mechanical performance.
- Residual Monomer/Catalyst Levels: Verified via HPLC, NMR, or FTIR.
- Tensile Strength Retention: PGA sutures maintain ~83% strength at 14 days, 52% at 21 days, and 20% at 28 days post-implantation.
- Sterility & Endotoxin Testing: Confirmed after sterilization before packaging.
- Packaging & Handling: Sutures are provided in sterile racetrack cartridges or trays, with explicit instructions to prevent resterilization and contamination.
Robust QC systems guarantee reproducibility, regulatory compliance, and clinical reliability.
Process Trade-Offs and Engineering Considerations
- Purity vs Energy Consumption: Higher polymer purity requires additional distillation or vacuum steps, increasing energy use.
- Batch vs Continuous: Continuous processes reduce variability but require higher CAPEX.
- Polymer Molecular Weight vs Reaction Time: Longer reaction times improve chain length but may reduce throughput.
Understanding these trade-offs is crucial for industrial-scale, medical-grade PGA manufacturing.
Conclusion – Optimizing PGA Production
High-quality PGA sutures depend on an integrated approach combining:
- Precision-engineered equipment
- Controlled polymerization processes
- Continuous monitoring and validated QMS
- Comprehensive regulatory compliance
Adhering to equipment standards and industrial best practices ensures consistent tensile strength, absorption profile, and biocompatibility, providing confidence to healthcare providers and patients.



