
La creciente demanda de productos químicos de gran pureza pone al límite las tecnologías de separación convencionales
La separación química se describe a menudo como el “corazón invisible” de la industria química. Un hecho menos reconocido es que los procesos de separación representan aproximadamente 40%-70% del consumo total de energía en todo el sector químico. Con unos objetivos de reducción de carbono cada vez más estrictos, esta realidad de gran consumo energético se enfrenta a una presión sin precedentes para su transformación.
Al mismo tiempo, la modernización industrial está elevando los requisitos de pureza a niveles completamente nuevos.
- Los productos químicos de grado electrónico requieren ahora concentraciones de iones metálicos del orden de ppb o incluso ppt, mientras que los procesos avanzados de fabricación de semiconductores (grado G4/G5) presentan una tolerancia casi nula a las impurezas traza.
- Los productos farmacéuticos intermedios exigen una eliminación casi completa de las impurezas isoméricas.
- Las especificaciones de humedad para los nuevos materiales electrolíticos energéticos se han reducido al rango de ppm.
Las normas de pureza de los productos están evolucionando rápidamente de 99% a 99,9%, e incluso hacia 99,9999%. La destilación convencional se ve cada vez más limitada por las dificultades para separar sistemas de ebullición próxima y por la degradación térmica de los materiales sensibles al calor. La recristalización con disolventes, por su parte, se enfrenta a retos asociados a los riesgos de los residuos de disolventes y a los elevados costes de procesamiento posterior.
Se espera que el mercado mundial de productos químicos de alta pureza supere los 100 000 millones de dólares en 2028. Detrás de estos cuellos de botella técnicos se esconde una importante oportunidad de mercado.
Las principales ventajas de la cristalización por fusión (funcionamiento sin disolventes, bajo consumo energético y pureza ultraelevada) están haciendo que esta tecnología pase de la investigación a escala de laboratorio al centro de las aplicaciones industriales a gran escala.
Principios técnicos: Mecanismo de separación a nivel molecular de la cristalización de la masa fundida
Fundamentos termodinámicos - Por qué la cristalización es naturalmente un proceso de purificación
La cristalización por fusión puede entenderse a través de un fenómeno natural familiar.
Inspiración de la naturaleza
Cuando los lagos se congelan durante el invierno, la capa de hielo resultante es agua casi pura, mientras que las sales e impurezas son rechazadas en la fase líquida restante. Esto es una manifestación natural de la depuración por equilibrio sólido-líquido.
Desde una perspectiva termodinámica, cuando una masa fundida que contiene impurezas se enfría lentamente por debajo de la temperatura de liquidus, el componente objetivo cristaliza preferentemente en forma de cristales de gran pureza, mientras que las impurezas se concentran en el licor madre residual. El fundamento teórico de este proceso reside en equilibrio sólido-líquido y teoría del punto eutéctico. Siempre que la temperatura de funcionamiento se mantenga entre el punto de cristalización del componente objetivo y la temperatura eutéctica, se puede conseguir una separación de fases eficaz.

Una perspectiva objetiva de la eficiencia energética
La principal ventaja de la cristalización por fusión en términos de ahorro de energía reside en el hecho de que el calor latente de transición de fase sólido-líquido suele ser sólo de un tercio a una séptima parte del de transición de fase vapor-líquido, reduciendo fundamentalmente la demanda de energía térmica durante las operaciones de cambio de fase.
Sin embargo, hay dos consideraciones prácticas que deben abordarse objetivamente:
- No se puede ignorar el consumo de energía de refrigeración.
La cristalización de la masa fundida suele requerir sistemas de refrigeración que funcionen por debajo de la temperatura ambiente. El coeficiente global de rendimiento (COP) de los sistemas de refrigeración suele oscilar entre 3 y 5. Por tanto, el consumo eléctrico de refrigeración debe incorporarse a las evaluaciones energéticas totales del proceso. Por tanto, el consumo eléctrico de refrigeración debe incorporarse a las evaluaciones energéticas totales del proceso. - El COP disminuye significativamente a temperaturas de funcionamiento más bajas.
En el caso de los sistemas criogénicos, el COP real de los enfriadores puede disminuir a 2-3 o incluso ser inferior. Por tanto, las evaluaciones energéticas precisas deben tener en cuenta la diferencia de temperatura entre la temperatura de cristalización y las condiciones ambientales.
Perspectiva práctica - Evaluación energética de sistemas criogénicos
Tomando como ejemplo el dimetilcarbonato (DMC), su temperatura de cristalización se aproxima o desciende por debajo de 0°C, donde el deterioro del COP de refrigeración se vuelve significativo. Se recomienda incorporar los valores reales de COP de funcionamiento de las unidades de refrigeración a los modelos de evaluación energética en fase de proyecto para evitar subestimar los costes de funcionamiento.
Aun así, la cristalización por fusión suele ofrecer 20%-50% menor consumo de energía que la destilación convencional para la mayoría de los sistemas industriales. En los sistemas con temperaturas de cristalización próximas a la temperatura ambiente, la demanda de refrigeración es mínima y las ventajas de ahorro energético son aún mayores.
Perspectiva práctica - ¿Qué sistemas ofrecen la mejor eficiencia energética?
El carbonato de etileno (CE), con un punto de fusión de aproximadamente 36,4°C, cristaliza cerca de la temperatura ambiente. Los sistemas de refrigeración requieren un esfuerzo de enfriamiento mínimo, lo que se traduce en un consumo energético global sustancialmente menor en comparación con la destilación. Por ello, el EC se considera uno de los sistemas más eficientes desde el punto de vista energético para aplicaciones de cristalización de fundidos.
Comparación de dos grandes vías técnicas
Cristalización en suspensión
En la cristalización en suspensión, el componente objetivo se forma y crece como finos cristales en suspensión dentro de una masa fundida agitada o en circulación. A continuación, los cristales se separan eficazmente del licor madre mediante una columna de lavado.

Ventajas
- Gran superficie de transferencia de masa
- Alto rendimiento
- Adecuada para la producción continua a gran escala
Desafíos
- Control de la distribución del tamaño de los cristales
- Supresión de la inclusión de impurezas en los cristales
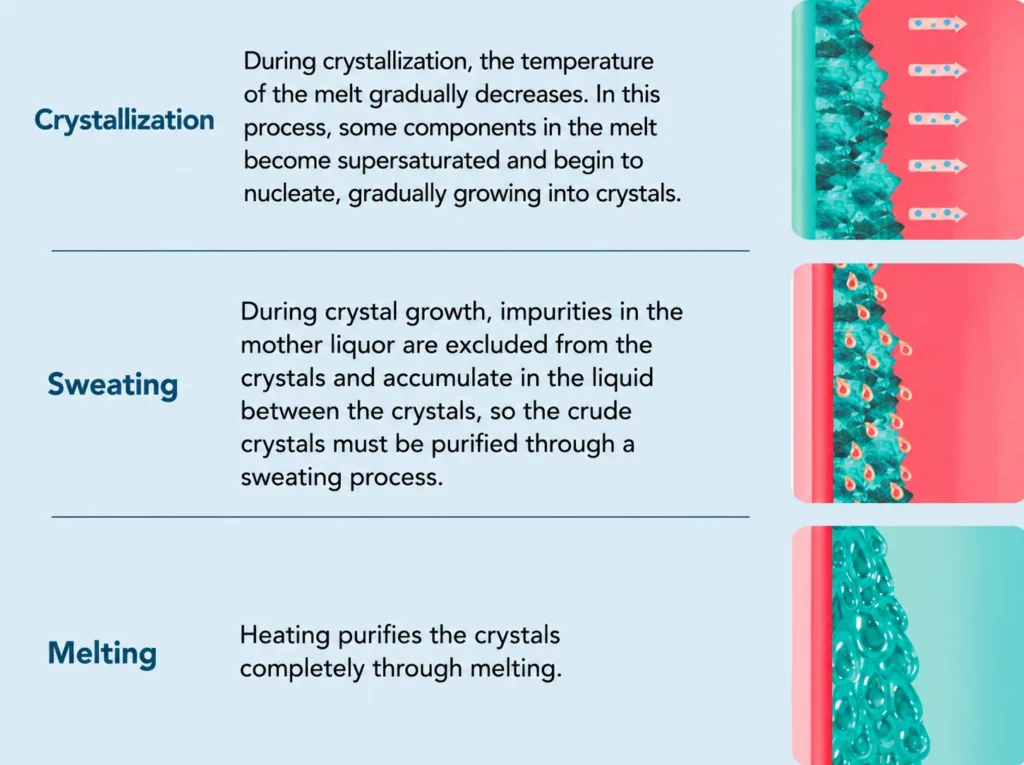
Cristalización estática / Cristalización por capas
En la cristalización por capas, los cristales crecen capa a capa sobre superficies enfriadas hasta formar densas capas cristalinas. A continuación, se consigue una purificación profunda mediante una “sudando”en el que la temperatura se eleva gradualmente hasta situarse ligeramente por debajo del punto de fusión, lo que permite que el licor madre rico en impurezas atrapado entre los límites de los cristales se drene por gravedad.
Ventajas
- Funcionamiento sencillo
- No requiere equipo de separación sólido-líquido
Aplicaciones adecuadas
- Producción por lotes
- Productos de alto valor añadido
Parámetros clave del proceso: Equilibrio preciso entre pureza y rendimiento
El rendimiento final de la cristalización por fusión depende del control preciso de varios parámetros críticos:
- Tasa de enfriamiento
Un enfriamiento excesivamente rápido aumenta la incorporación de impurezas, mientras que un enfriamiento demasiado lento reduce la productividad. - Gradiente de temperatura
Determina la dirección de crecimiento del cristal y la densidad de la capa de cristal. - Perfil de temperatura de sudoración
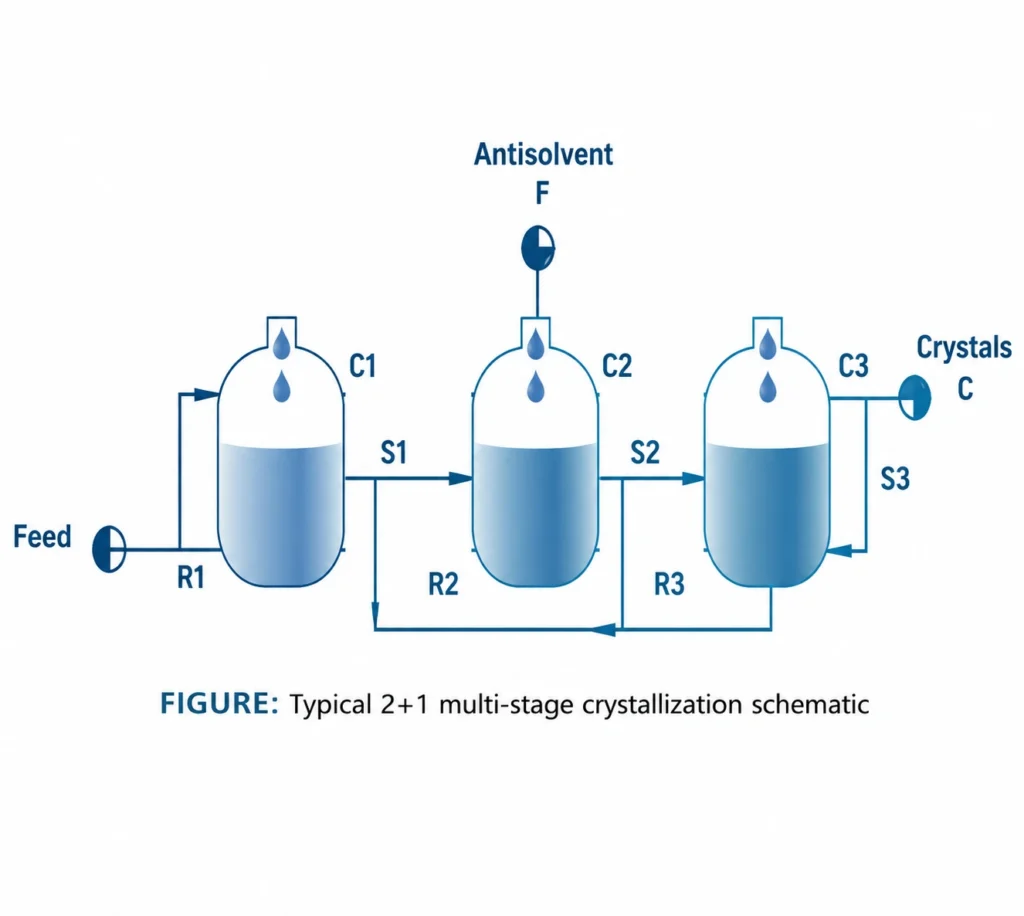
Afecta directamente al equilibrio entre la profundidad de eliminación de impurezas y la recuperación del producto. - Número de etapas de cristalización
La cristalización multietapa se aproxima progresivamente al límite teórico de pureza.
Estos parámetros presentan complejas relaciones de acoplamiento. En la práctica industrial, la optimización sistemática basada en datos termodinámicos -incluidos el análisis térmico DSC y las mediciones de equilibrio sólido-líquido- es esencial para lograr el equilibrio óptimo entre pureza y rendimiento.
Del laboratorio a la producción industrial: Principales retos de la ampliación
Retos de los equipos - El control de la temperatura determina la calidad del producto
Los cristalizadores industriales deben alcanzar una uniformidad de temperatura de ±0,1 °C en grandes superficies de transferencia de calor, lo que plantea exigencias extremadamente altas al diseño del intercambiador de calor y a los sistemas de control de procesos. Tanto si se utilizan cristalizadores estáticos tubulares/de placas como cristalizadores de suspensión de superficie rascada, la eficiencia de la transferencia de calor y la uniformidad del campo de temperatura siguen siendo prioridades fundamentales del diseño.
Retos del proceso - “Un sistema, una estrategia”
Los distintos sistemas químicos presentan diagramas de fase sólido-líquido significativamente diferentes. Por ejemplo, las estrategias de cristalización óptimas para los sistemas de ácido acrílico difieren fundamentalmente de las de los sistemas de carbonato. Por tanto, es esencial disponer de programas de temperatura personalizados basados en datos termodinámicos medidos experimentalmente.
Gestión del licor madre: la acumulación de impurezas es inevitable
Durante la cristalización de la masa fundida, las impurezas se acumulan continuamente en el licor madre. Debido a las limitaciones de la composición eutéctica, el licor madre no puede reciclarse indefinidamente. Los sistemas industriales suelen incorporar corrientes de purga o procesos integrados de cristalización-destilación para reprocesar el licor madre rico en impurezas, manteniendo el equilibrio de impurezas y maximizando al mismo tiempo la recuperación global.
Ingeniería a escala - Validación del sistema a múltiples escalas
Pasar de los experimentos a escala de gramos a la producción industrial de diez mil toneladas no es un proceso lineal sencillo. La cinética de crecimiento de los cristales puede variar considerablemente de una escala a otra, lo que hace que una marco integral de validación esencial:
Muestra de material del cliente
↓
Análisis térmico DSC y medición del equilibrio sólido-líquido
↓
Estudio de viabilidad de la cristalización en laboratorio (escala de 500 g)
↓
Optimización del proceso a escala piloto (unidad de validación de 100 kg)
↓
Diseño de paquetes de procesos y fabricación de equipos
↓
Instalación, puesta en marcha y arranque industriales
↓
Producción estable de productos de gran pureza
Aplicaciones industriales: estudios de casos representativos
1. Purificación del ácido acrílico de hielo
El ácido acrílico tiene un punto de fusión de aproximadamente 13,5°C. Su comportamiento en fase sólido-líquido con impurezas importantes como el ácido propiónico, el ácido acético y el agua lo hace naturalmente adecuado para la purificación por cristalización en fusión.
El principal reto es que el ácido acrílico contiene dobles enlaces activos y es muy susceptible a la autopolimerización en las prolongadas condiciones de alta temperatura de la destilación convencional. Esto puede provocar el ensuciamiento de los equipos o incluso graves incidentes de seguridad.
Tras implantar el sistema de cristalización por fusión y el paquete de procesos proporcionados por DODGEN:
- Pureza aumentada a 99,98% (grado de ácido acrílico glacial)
- La temperatura de funcionamiento se mantiene por debajo de 40°C, lo que elimina el riesgo de polimerización
- Reducción del consumo anual de vapor en aproximadamente 30%
- Tiempo de funcionamiento continuo superior a 8.000 horas
2. Purificación de dimetilcarbonato (DMC) de grado electrónico
El dimetilcarbonato (DMC) es un disolvente clave utilizado en electrolitos de baterías de litio y procesos de limpieza de semiconductores. El DMC de grado electrónico requiere una pureza ≥99,99%, con concentraciones de iones metálicos reducidas al nivel de ppb o incluso ppt.
Por qué la destilación convencional se queda corta
El DMC forma un azeótropo con el metanol, lo que supone un doble reto para la destilación convencional: una difícil separación azeotrópica y un control insuficiente de la limpieza.
La ventaja de la cristalización en fusión para la separación
El DMC tiene un punto de fusión de aproximadamente 4,6°C, mientras que el metanol funde a -97,6°C, lo que crea una diferencia sustancial en el punto de fusión y un factor de separación teórico excepcionalmente alto. Las limitaciones azeotrópicas desaparecen fundamentalmente durante los procesos de transición de fase sólido-líquido, lo que representa una gran ventaja de la cristalización por fusión frente a la destilación.
DODGEN desarrolló un sistema de cristalización por fusión multietapa para un fabricante de productos químicos electrónicos, equipado con módulos de control de baja temperatura de alta precisión y sistemas de tuberías de grado limpio:
- Pureza DMC ≥99,99%
- Concentración de iones metálicos en ppb
- Superar con éxito la cualificación de fabricante de semiconductores
- Sustitución nacional conseguida
3. Carbonato de etileno (CE) de gran pureza
El carbonato de etileno (CE) es un componente disolvente esencial de los electrolitos de las baterías de litio. Su pureza y contenido de humedad afectan directamente a la duración del ciclo de la batería y a su rendimiento de seguridad. El carbonato de etileno tiene un punto de fusión de aproximadamente 36,4 °C, lo que permite su cristalización cerca de la temperatura ambiente con una demanda de refrigeración extremadamente baja.
DODGEN adoptó un sistema integrado de cristalización-destilación de película fundida descendente:
- Pureza CE ≥99.99%
- Contenido de humedad <10 ppm
- Producción continua a escala de diez mil toneladas
- Todo el proceso funciona sin introducción de disolventes
Recuperación y gestión del licor madre
El sistema incorpora una corriente de purga de licor madre, donde el licor rico en impurezas se envía periódicamente a una unidad de destilación de apoyo para la recuperación de CE y el reciclaje de nuevo a la sección de alimentación. Este diseño integrado de bucle cerrado de cristalización-destilación aumenta la recuperación global a por encima de 95% cuando la pureza de la alimentación supera los 98%, lo que garantiza un funcionamiento estable y económico de la planta a largo plazo.
Cristalización por fusión frente a tecnologías de separación convencionales
| Dimensión | Destilación convencional | Cristalización con disolventes | Cristalización en fusión |
|---|---|---|---|
| Sistemas adecuados | Grandes diferencias de punto de ebullición | Diferencias significativas de solubilidad | Grandes diferencias de punto de fusión, especialmente en sistemas de ebullición próxima, termosensibles y azeotrópicos. |
| Pureza del producto | 99%-99.9% | 99%-99.9% | 99.9%–99.9999% |
| Consumo de energía | Alta | Moderado | Inferior (ahorro de energía 20%-50%) |
| Uso de disolventes | Puede requerir arrastradores | Gran consumo de disolventes | Sin disolventes, sin COV |
| Materiales sensibles al calor | Aplicabilidad limitada | Aplicable | Naturalmente adecuado |
| Recuperación global | Alta | Moderado | 90%-98% (sistemas integrados) |
Notas adicionales sobre la comparación del consumo de energía
El consumo total de energía suele ser 20%-50% inferior al de la destilación, aunque el ahorro real depende en gran medida de la diferencia de temperatura entre la temperatura de cristalización y las condiciones ambientales. Los sistemas que cristalizan cerca de la temperatura ambiente, como la EC, presentan ventajas de ahorro energético especialmente significativas. Para sistemas criogénicos como el DMC, es esencial una evaluación detallada de la degradación del COP de refrigeración.
Conclusiones: El futuro de la separación de alta pureza pasa por tecnologías de cristalización más precisas
A medida que sectores de gama alta como la química electrónica, los nuevos materiales energéticos y los productos biofarmacéuticos sigan expandiéndose, la demanda de tecnologías de separación de precisión a nivel molecular no hará sino intensificarse.
Con sus ventajas termodinámicas inherentes a la purificación, sus características de proceso respetuosas con el medio ambiente y sus capacidades de ingeniería cada vez más maduras, la cristalización por fusión se está convirtiendo rápidamente en una de las tecnologías básicas para la fabricación de productos químicos de gran pureza.
Como empresa impulsada por la tecnología con años de especialización en cristalización de fundidos, DODGEN ha establecido capacidades de servicio de cadena completa que abarcan la investigación de procesos fundamentales, la medición de datos termodinámicos, la optimización de la simulación de procesos, el diseño y la fabricación de equipos básicos, así como la puesta en marcha in situ y el apoyo operativo. La empresa ha acumulado una amplia experiencia industrial en múltiples sistemas, como el ácido acrílico, los carbonatos, el naftaleno y el bisfenol A.



