
Conceptos básicos de la producción de filamento de PLA y configuración de la línea
Demanda de Materiales de impresión a base de PLA sigue ampliándose con el crecimiento de las aplicaciones de modelado por deposición fundida. La selección de materiales se rige por el perfil medioambiental, la estabilidad de procesamiento y la rentabilidad.

Para los fabricantes, la aceptación del producto viene determinada por la coherencia más que por la especificación nominal.
Los retos típicos de la producción incluyen:
- Fluctuación del diámetro entre lotes
- Ovalidad causada por un enfriamiento desigual
- Fragilidad debida a la degradación inducida por la humedad
- Inestabilidad de la presión y el flujo de la masa fundida
Una línea de extrusión industrial estándar integra:
- Sistema de extrusión
- Sistema de control térmico
- Sistema de medición y retroalimentación en línea
- Sistema de arrastre y enrollado
- Sistema de secado y envasado
El rendimiento se rige por una cadena de procesos continua:
humedad → calidad de la masa fundida → estabilidad de la presión → control del diámetro → comportamiento de enfriamiento → geometría final.
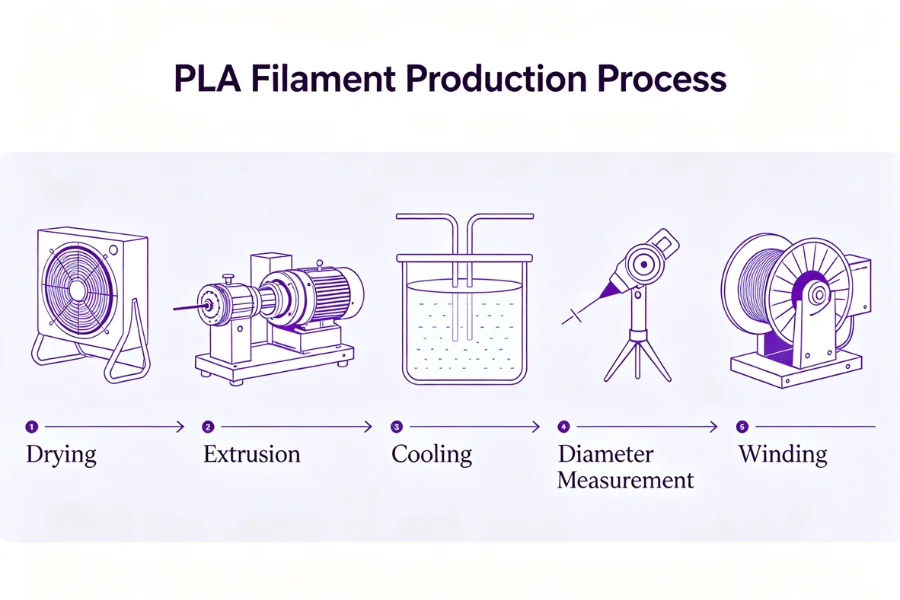
Proceso de fabricación del filamento de PLA y puntos clave de control
Este proceso de fabricación funciona como un sistema continuo en el que cada parámetro afecta a la estabilidad posterior.
Las relaciones clave incluyen:
- El contenido de humedad influye en el peso molecular y la viscosidad de fusión
- La estabilidad de la presión determina la consistencia dimensional
- La velocidad de enfriamiento define la tensión interna y la redondez
- La velocidad de extracción afecta directamente al diámetro del filamento
La inestabilidad en cualquiera de las etapas se propaga por la línea y aparece como una desviación medible en la producción final.
Sistemas de extrusión para la producción de filamento de PLA
Extrusión con un solo tornillo
Las unidades monohusillo se utilizan normalmente para la producción de material estándar con aditivos limitados.
Características de funcionamiento:
- Gama de salida: 2-8 kg/h
- Perfil de presión estable
- Menor coste de equipamiento y mantenimiento
Limitaciones:
- Capacidad de mezcla limitada
- No apto para materiales compuestos o rellenos
Extrusión de doble husillo
Los sistemas de doble tornillo se aplican cuando la formulación requiere compuestos.
Ventajas:
- Mezcla homogénea de aditivos
- Capacidad de alimentación continua
- Adecuado para mezclas de materiales avanzados
Limitaciones:
- Pulsaciones de salida debidas a la interacción de los tornillos
- Mayor complejidad en el control de la presión
Integración de la bomba de fusión
Una bomba de masa fundida instalada entre la extrusora y la matriz estabiliza el flujo de salida.
Funciones:
- Convierte la salida pulsante en caudal constante
- Mantiene estable la presión en la matriz
- Reduce la variación de diámetro en más de un 50
Configuración típica:
- Material estándar → extrusión monohusillo con control térmico estable.
- Mezclas avanzadas → extrusión de doble husillo con bomba de masa fundida y medición en bucle cerrado.
Parámetros técnicos clave
La extrusión de alta calidad depende de:
- Relación L/D para la estabilidad del tiempo de residencia
- Relación de compresión para el desarrollo de la presión
- Control de temperatura multizona a lo largo del cañón
- Velocidad de cizallamiento para evitar la degradación del polímero
Estos parámetros definen la uniformidad de la masa fundida y la estabilidad dimensional.
Equipos auxiliares utilizados en las líneas de filamento de PLA
Las unidades auxiliares determinan si se alcanza la estabilidad teórica durante el funcionamiento.
Sistema de control térmico
Incluye:
- Equipo de secado de pellets
- Tanques de refrigeración de dos etapas
- Control de la temperatura por circulación
Sistema de control dimensional
Incluye:
- Medición de diámetros por láser
- Control de realimentación PLC
- Ajuste en tiempo real de la velocidad y el caudal
Sistema mecánico de manipulación
Incluye:
- Unidad de recogida
- Sistema de control de la tensión
- Equipo de bobinado
Estos sistemas funcionan como una estructura de control integrada y no como unidades independientes.
Diseño del sistema de refrigeración para una forma estable del filamento
Diseño de refrigeración en dos etapas
El material extruido sale de la matriz a una temperatura aproximada de 170-200°C. El contacto directo con agua fría provoca:
- Contracción rápida
- Formación de tensiones internas
- Secciones transversales no circulares
Se requiere un proceso de enfriamiento por etapas:
- Fase 1 - Agua caliente a 40-60°C
- Solidificación gradual
- Liberación del estrés
- Estabilización de la forma
- Fase 2 - Agua fría a 20-25°C
- Reducción de la temperatura final
- Preparación para el bobinado
Parámetros clave
- Longitud del tanque: 1-2 metros por etapa
- Precisión del control de temperatura: ±1°C
- Tiempo de permanencia: 2-4 segundos por etapa a velocidades de línea típicas
Consideraciones técnicas
- La uniformidad del flujo evita los gradientes térmicos
- La velocidad de enfriamiento influye en la cristalinidad y la tensión interna
- La variación de temperatura afecta a la redondez y la estabilidad
Funcionamiento de los sistemas de medición y control de diámetro
Medición láser del diámetro
Los sistemas láser sin contacto miden el diámetro del filamento en tiempo real.
Colocación típica:
- Tras el enfriamiento final
- Antes de enrollar
Las configuraciones avanzadas pueden incluir sensores adicionales aguas arriba.
Lógica de control de bucle cerrado
Los datos de medición se transmiten a una unidad de control que los ajusta:
- Velocidad del tornillo
- Velocidad de bombeo
- Velocidad de arrastre
Tolerancia objetivo:
- ±0,02 mm para salida estándar de 1,75 mm
Consideraciones sobre el control
- El retraso en la medición afecta a la precisión de la respuesta
- El ajuste del control debe coincidir con la velocidad de la línea
- La estabilidad depende de la sincronización entre sistemas
Manipulación del filamento y configuración del bobinado
El material debe manipularse sin deformaciones durante el procesamiento posterior.
Requisitos clave:
- Baja tensión constante, normalmente 5-10 N
- Sincronización de velocidad entre extrusión y arrastre
- Bobinado uniforme sin solapamiento
Los métodos de control incluyen:
- Servosistemas
- Mecanismos de rodillos flotantes
- Bobinado con control de par
Los tamaños de bobina se seleccionan en función de los requisitos de la aplicación posterior.
Secado y control de la humedad del material de PLA
Este material es higroscópico y sensible a la humedad durante el procesado.
Requisitos de secado
- El contenido de humedad debe ser inferior al 0,02%.
- Condiciones de secado: 80°C durante 4-6 horas
- Punto de rocío: ≤ -40°C
Un secado insuficiente provoca:
- Formación de burbujas
- Degradación molecular
- Reducción de la resistencia mecánica
Requisitos de envasado
Inmediatamente después de la transformación:
- Sellado al vacío o envasado con barrera de aluminio
- Inclusión de desecantes
- Protección opcional contra gases inertes
Almacenamiento recomendado:
- Temperatura: 15-25°C
- Humedad relativa: inferior al 30
Normas de calidad del filamento de PLA y métricas clave
La calidad final se define mediante parámetros mensurables vinculados a las condiciones previas.
| Métrica | Alcance del objetivo | Conductor principal |
|---|---|---|
| Tolerancia de diámetro | ±0,02 mm | Estabilidad de la presión |
| Redondez | ≤ 0,02 mm | Uniformidad de refrigeración |
| Resistencia a la tracción | 38-48 MPa | Integridad del polímero |
| Alargamiento a la rotura | 40-60% | Estructura molecular |
| Contenido en humedad | < 0,02% | Eficacia de secado |
| Índice de fluidez | 5-10 g/10min | Consistencia del material |
Cada desviación puede atribuirse a una variable específica del proceso.
Defectos comunes del filamento de PLA y sus causas
| Defecto | Causa raíz | Ajuste |
|---|---|---|
| Fluctuación periódica del diámetro | Pulsación de salida | Instalar la bomba de fusión |
| Variación aleatoria | Humedad o inestabilidad alimentaria | Mejorar el secado y la alimentación |
| Sección transversal oval | Refrigeración desigual | Optimizar el caudal y la temperatura |
| Defectos superficiales | Contaminación o inestabilidad térmica | Mejorar la filtración y el control |
| Fragilidad | Degradación de polímeros | Reducir la humedad y el cizallamiento |
Una corrección eficaz requiere vincular los defectos a las causas anteriores.
Cómo mejorar la estabilidad de la producción de filamento de PLA
El rendimiento depende del equilibrio del sistema.
Entre las compensaciones clave se incluyen:
- Rendimiento frente a coherencia dimensional
- Capacidad de refrigeración frente a velocidad de extrusión
- Respuesta de control frente a retardo de medición
La optimización se centra en:
- Mantenimiento de una presión de fusión estable
- Sincronización del arrastre con la producción de extrusión
- Garantizar la coherencia térmica en toda la línea
La estabilidad de la producción se consigue mediante un control coordinado en lugar de ajustes aislados.
Conclusión
La fabricación de filamentos de alta calidad se define por la estabilidad del sistema más que por el rendimiento individual de los equipos.
La extrusión, la refrigeración, la medición, la manipulación y el secado funcionan como una cadena de procesos integrada. Las variaciones de temperatura, presión o humedad se propagan por el sistema y afectan a la tolerancia dimensional y al rendimiento mecánico.
La misma lógica de control se aplica en todas las industrias de procesamiento avanzado. La gestión precisa de las condiciones térmicas y de flujo, como se demuestra en los sistemas de cristalización, es igualmente relevante en la fabricación basada en la extrusión.
DODGEN aplica este enfoque orientado a los procesos a los sistemas industriales en los que la coherencia define la calidad del producto. Los fabricantes que planean modernizar las líneas de producción u optimizar el control de procesos necesitan un planteamiento de diseño a nivel de sistema para conseguir una producción estable y repetible a escala.



