
A. Introduction
With the global focus on reducing CO2 emissions and sustainable energy development, electrification and energy decarbonisation have become key issues. Especially with the rapid growth of the lithium-ion battery market, the demand for organic carbonates such as ethylene carbonate (EC) as a key solvent and additive in the electrolyte of lithium-ion batteries has risen dramatically. This paper discusses the application of ethylene carbonate in lithium-ion batteries, the high purity requirements, the innovation of the production process, and the challenges and opportunities of future recycling.
B. The Importance of Ethylene Carbonate in Lithium-Ion Batteries
1. Growth of the lithium-ion battery market
– According to a consultancy study, the demand for lithium-ion batteries is expected to grow at an annual rate of 27% from 2022 to 2030. This growth is mainly driven by the popularity of electric vehicles and other electronic devices.
– China maintains a leading position in the production of lithium-ion batteries, while Europe and the U.S. are expected to significantly increase their production capacity in the coming years.
2. Composition of lithium-ion batteries and the role of electrolyte
– Lithium-ion batteries consist of a cathode, anode, diaphragm and electrolyte. Although the electrolyte only accounts for 10-15% of the weight of the battery, it is critical to the performance, efficiency and safety of the battery.
– Lithium-ion batteries consist of a cathode, anode, diaphragm and electrolyte. Although the electrolyte only accounts for 10-15% of the weight of the battery, it is critical to the performance, efficiency and safety of the battery.
3. Diversity of electrolyte formulations
– Different types of Li-ion batteries use different electrolyte formulations to meet specific application requirements. For example, the electrolyte formulations for NMC and LFP batteries have their own characteristics.
– Typical electrolyte formulations include organic solvents such as EC, DMC, EMC, and additives such as FEC to improve battery performance and safety.
C. The Need for High-Purity Ethylene Carbonate
1. Impact of purity on battery performance
– The purity of the electrolyte directly affects the service life, efficiency and safety of the battery. High-purity ethylene carbonate can significantly improve the cycle efficiency and safety of the battery.
– Battery-grade ethylene carbonate is usually required to be more than 99.99% pure, and the water content is less than 50 ppm, or even less than 10 ppm.
2. Impurities on battery performance
– Impurities such as water and methanol will react with lithium salt to generate unstable compounds, leading to electrolyte decomposition, gas release and deposit formation, which in turn affects the performance and safety of the battery.
– Acid impurities such as hydrochloric acid and acetic acid will corrode battery components, reducing the effectiveness of the electrolyte, and triggering the degradation of battery materials.
D. The Innovation of the Production Process: the Combination of Distillation and Crystallization
1. The limitations of traditional distillation technology
– Although distillation technology can achieve higher purity, but high energy consumption, high risk of thermal degradation, and low recovery rate. Especially for compounds like Vinylene carbonate, extremely high vapour extraction and reflux ratios are required, leading to a further increase in energy consumption.
2. Advantages of melt crystallization
– Melt crystallization technology, especially double falling film crystallization, enables the production of ultra-high purity (>99.999%) ethylene carbonate at low energy consumption while maintaining low water content.
– The falling film crystallization technology has been widely used in several chemical industries due to its high processing capacity, simple operation, and no need for frequent maintenance and replacement of parts.
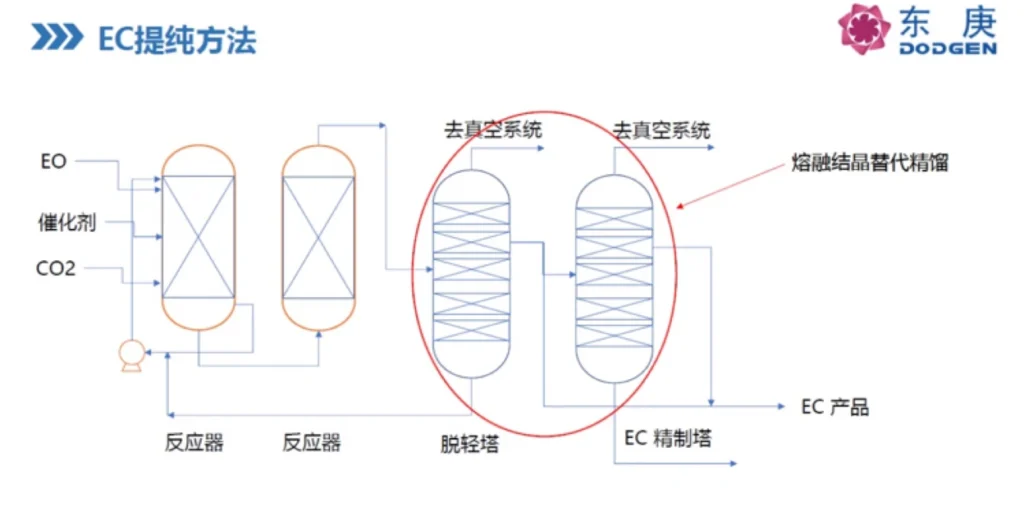
3. Combination of distillation and crystallization
– The combination of distillation and melt crystallization process proposed by company DODGEN achieves an optimal balance of energy efficiency and purity by first removing most of the impurities through distillation, and then further purifying the product through crystallization technology.
– The process also further reduces energy consumption through heat integration technology, whereby waste heat from the distillation process is used in the crystallization melting stage, resulting in significant reductions in operating costs (OPEX).
When the reacted ethylene carbonate is of good quality, an electronic grade ethylene carbonate product can be achieved by simply using melt crystallization instead of distillation.
E. Recycling of Ethylene Carbonate
1. The necessity of recycling
– With the increasing number of electric vehicles, the recycling of waste batteries has become an important issue. Europe and other places have introduced relevant laws and regulations to improve the recycling rate of battery materials.
– Recycling can not only alleviate the problem of resource shortage, but also reduce environmental pollution.
2. Challenges and opportunities of recycling technology
– The recycling process needs to deal with complex electrolyte mixtures and extract valuable organic solvents and metal elements.
– Emerging recycling technologies such as the mechano-thermodynamic Duesenfeld recycling process and the HORIZON project are working to improve recycling efficiency and purity.
3. Market forecasts and prospects
– A large amount of electrolyte is expected to be available for recycling in Europe by 2040. There is a significant difference in the amount of electrolyte recovered between high and low recovery scenarios.
– High recovery rates and low energy consumption in the recycling process are key to future development.
F. Conclusion and Outlook
1. Driven by technological innovation
– DODGEN has successfully achieved ultra-high-purity production of ethylene carbonate through an innovative combination of distillation and crystallization technologies, and significantly reduced energy consumption and operating costs.
– This technological innovation not only meets the demand for high-purity electrolyte for lithium-ion batteries, but also sets an example for the sustainable development of the entire chemical industry.
2. Future developments in recycling
– With the promotion of regulations and the maturity of technology, the recycling of used batteries will become an important part of the lithium-ion battery industry.
– By optimizing the recycling process and improving recycling efficiency, we can further reduce production costs, ease the burden on the environment and promote the development of a circular economy.
3. Strengthening of industry cooperation
– In the face of the rapid growth of the lithium-ion battery market and the increased demand for high-purity materials, the entire industrial chain needs to strengthen cooperation and communication.



