
Industry Challenge – Why Conventional Processes Are Expensive and Inefficient
For decades, chemical production has followed a sequential “reaction first, separation later” configuration. Reactors complete conversion, while distillation columns handle purification. The result is a long process route with high capital investment and significant energy consumption.
A more critical challenge lies in thermodynamic limitations. In reversible systems such as esterification, etherification, and alkylation, reactants and products coexist within the reactor, causing forward and reverse reactions to approach equilibrium. Single-pass conversion is typically limited to 60%-80%, while byproduct accumulation continuously reduces selectivity.
Typical limitations of the conventional “reactor + distillation column” configuration:
| Challenge Area | Typical Issues |
|---|---|
| Capital Investment | Separate reactors and distillation columns require large footprints and complex piping systems |
| استهلاك الطاقة | Reaction heat cannot be effectively utilized by the separation process, resulting in high utility demand |
| Process Control | Coupled control of two independent systems increases operational complexity and prolongs startup/shutdown cycles |
Under the dual pressure of carbon reduction targets and industrial overcapacity, process intensification has evolved from an optimization option into a critical requirement for cost reduction and efficiency improvement.
Technical Principle – How Reactive Distillation Achieves “1 + 1 > 2”
The core concept is straightforward:
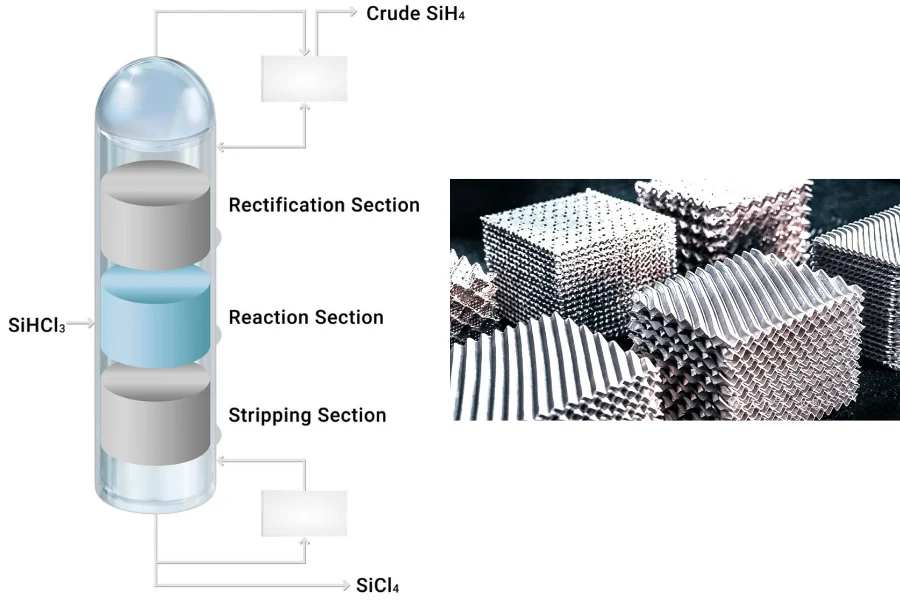
Chemical reaction and product separation occur simultaneously within the same column.
As products are generated, they are continuously removed from the reaction zone through distillation, driving the equilibrium toward the forward reaction direction. Conversion rates can therefore approach or exceed 99%. This represents a highly effective industrial application of Le Chatelier’s Principle.
However, successful implementation requires strict process compatibility:
- Reaction temperature must match the boiling characteristics of system components under column operating pressure
- Suitable relative volatility must exist between reactants and products
- Products must be removable from the reaction zone through vaporization or condensation in a timely manner
Not all reaction systems naturally satisfy these requirements. Therefore, rigorous thermodynamic and kinetic feasibility evaluation is essential during the early design stage.
For compatible systems, reactive distillation delivers three major intensification effects:
Chemical Equilibrium Enhancement
Immediate product removal breaks equilibrium limitations and significantly increases single-pass conversion.
Energy Integration Effect
Heat released by exothermic reactions directly supports vapor-liquid mass transfer within the column, reducing reboiler duty and overall utility consumption.
Equipment Integration Effect
A single reactive distillation column replaces the conventional “reactor + distillation column” configuration, reducing equipment count and installation footprint.
[DODGEN Product Line]
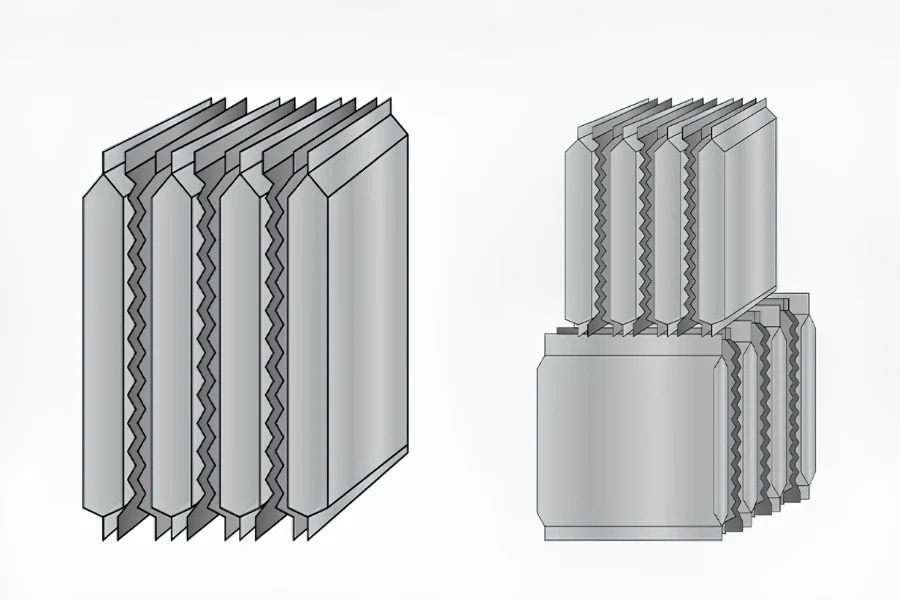
DODGEN independently developed catalytic distillation packing modules integrate catalyst particles uniformly within structured packing elements, enabling coordinated reaction, mass transfer, and heat transfer design. The catalyst system is fully integrated with the column internals to ensure high gas-liquid-solid contact efficiency while maintaining excellent hydraulic performance.
DODGEN Core Capabilities – From Column Internals to Integrated System Engineering
[Core Advantage 01] Specialized Internals for Catalytic Distillation
DODGEN structured catalytic packing modules serve as the core component of reactive distillation columns and offer the following advantages:
- Uniform catalyst distribution
Proprietary encapsulation structures ensure consistent catalyst loading while minimizing channeling and maldistribution. - Low pressure drop
CFD-optimized open-channel geometry delivers significantly lower pressure drop per theoretical stage compared with conventional random packing systems. - Controllable liquid holdup
Packing geometry can be precisely adjusted to match required liquid residence time for specific reaction systems. - Balanced reaction and separation performance
Modular design allows flexible configuration of reaction and rectification sections. - Convenient catalyst replacement
Standardized modular structures allow individual modules to be removed independently without dismantling the entire packing section. Maintenance can be completed progressively through manway access, significantly reducing shutdown duration. The encapsulation structure also minimizes catalyst abrasion and pulverization, extending catalyst service life and improving alignment with standard distillation column maintenance cycles, typically 3-5 years.
[Core Advantage 02] Advanced Simulation and Process Package Development
Reactive distillation design is substantially more complex than conventional distillation because reaction kinetics and vapor-liquid equilibrium (VLE) are highly coupled. Empirical extrapolation alone often leads to design failure.
Based on rigorous kinetic and VLE thermodynamic coupling models, the DODGEN engineering team provides complete reactive distillation simulation capabilities, including:
- Accurate prediction of temperature and composition profiles across reaction, rectification, and stripping sections
- Optimization of feed locations, catalyst loading, reflux ratio, and other critical operating parameters
- Delivery of complete process packages for engineering design and equipment selection
[Core Advantage 03] Extensive Industrial References
DODGEN has accumulated extensive industrial experience across multiple reactive distillation applications:
| مجال التطبيق | Typical Systems |
|---|---|
| Etherification | MTBE synthesis, TAME synthesis |
| الأسترة | Methyl acetate production, ethyl acetate production |
| C4/C5 downstream processing | Selective hydrogenation and isomerization coupled separation |
Industrial Validation – Proven Performance in Commercial Operation
Case Study – Revamp of an 80,000 TPA Methyl Acetate Unit
The original facility used a conventional “fixed-bed reactor + dual-column distillation” configuration. Acetic acid single-pass conversion remained around 72%, requiring extensive recycle streams and resulting in high energy consumption and equipment loading.
DODGEN supplied a complete reactive distillation solution, replacing the original reactor and separation system with catalytic distillation packing modules.
Following the revamp, the unit has operated continuously and stably for more than two years.
Performance comparison:
| المعلمة | Conventional Process (Before Revamp) | DODGEN Reactive Distillation Solution (After Revamp) |
|---|---|---|
| Main Equipment | 1 Fixed-bed Reactor + 2 Distillation Columns | 1 Reactive Distillation Column |
| Overall Energy Consumption (Steam per ton of product) | 1.8 t/t | 1.1 t/t (~39% reduction) |
| Acetic Acid Single-pass Conversion | ~72% | ≥99% |
| Installation Footprint | Baseline | ~45% reduction |
| Equipment Investment (same capacity) | Baseline | ~40% reduction |

[DODGEN Product Line]
For non-reactive sections, DODGEN also supplies high-efficiency structured packing, trays, liquid distributors, and related column internals to maximize separation efficiency in rectification and stripping sections, ensuring full-column performance optimization.
Integrated Solution – DODGEN Turnkey Service Model
DODGEN provides full lifecycle technical services for reactive distillation projects:
Process feasibility evaluation
↓
Laboratory and pilot-scale validation
↓
Process package design and full-process simulation
↓
Manufacturing and factory inspection of core internals
↓
On-site installation guidance
↓
Commissioning optimization and performance testing
[DODGEN Product Line]
Comprehensive product coverage includes catalytic packing modules, high-performance structured packing, high-efficiency random packing, trays, liquid distributors, and collectors, enabling one-stop supply of complete column internals.

DODGEN’s differentiated positioning is based on a dual-engineering approach combining both equipment and process expertise. Beyond supplying internals, دودجن delivers fully industrialized reactive distillation solutions validated through commercial operation.
From catalyst selection and column design to simulation modeling and commissioning calibration, every stage is supported by deep involvement from the DODGEN engineering team.



