
PLA Filament Production Basics and Line Setup
Demand for PLA-based printing materials continues to expand with the growth of fused deposition modeling applications. Material selection is driven by environmental profile, processing stability, and cost efficiency.

For manufacturers, product acceptance is determined by consistency rather than nominal specification.
Typical production challenges include:
- Diameter fluctuation across batches
- Ovality caused by uneven cooling
- Brittleness due to moisture-induced degradation
- Instability in melt pressure and flow
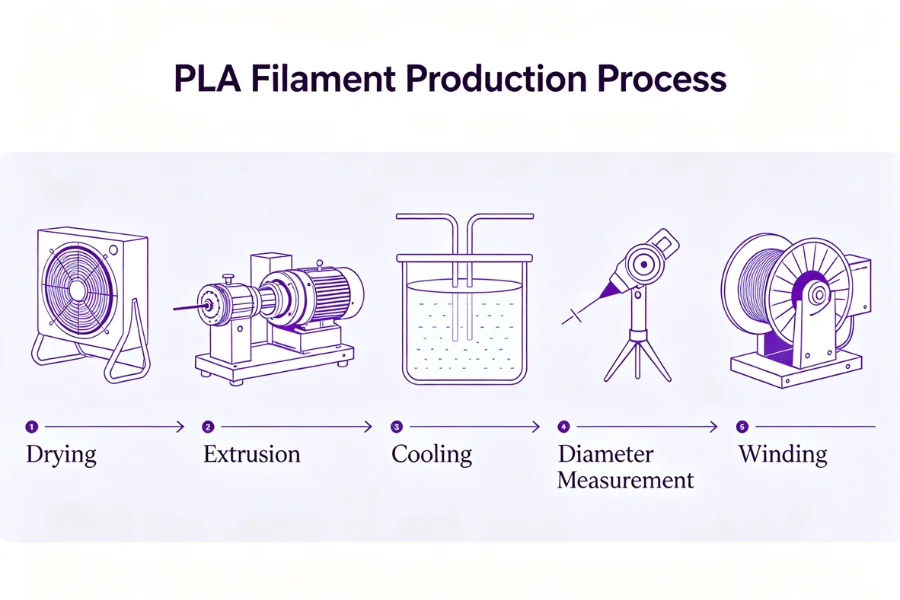
A standard industrial extrusion line integrates:
- Extrusion system
- Thermal control system
- Inline measurement and feedback system
- Haul-off and winding system
- Drying and packaging system
Performance is governed by a continuous process chain:
moisture → melt quality → pressure stability → diameter control → cooling behavior → final geometry
PLA Filament Manufacturing Process and Key Control Points
This manufacturing process operates as a continuous system where each parameter affects downstream stability.
Key relationships include:
- Moisture content influences molecular weight and melt viscosity
- Pressure stability determines dimensional consistency
- Cooling rate defines internal stress and roundness
- Haul-off speed directly affects strand diameter
Instability at any stage propagates through the line and appears as measurable deviation in final output.
Extrusion Systems for PLA Filament Production
Single-Screw Extrusion
Single-screw units are typically used for standard material output with limited additives.
Operating characteristics:
- Output range: 2–8 kg/h
- Stable pressure profile
- Lower equipment and maintenance cost
القيود:
- Limited mixing capability
- Not suitable for composite or filled materials
Twin-Screw Extrusion
Twin-screw systems are applied when formulation requires compounding.
المزايا:
- Homogeneous mixing of additives
- Continuous feeding capability
- Suitable for advanced material blends
القيود:
- Output pulsation due to screw interaction
- Increased complexity in pressure control
Melt Pump Integration
A melt pump installed between the extruder and die stabilizes output flow.
Functions:
- Converts pulsating output into constant flow
- Maintains stable pressure at the die
- Reduces diameter variation by more than 50 percent
Typical configuration:
- Standard material → single-screw extrusion with stable thermal control
- Advanced blends → twin-screw extrusion with melt pump and closed-loop measurement
Key Engineering Parameters
High-quality extrusion depends on:
- L/D ratio for residence time stability
- Compression ratio for pressure development
- Multi-zone temperature control along the barrel
- Shear rate to avoid polymer degradation
These parameters define melt uniformity and dimensional stability.
Auxiliary Equipment Used in PLA Filament Lines
Auxiliary units determine whether theoretical stability is achieved during operation.
Thermal Control System
Includes:
- Pellet drying equipment
- Two-stage cooling tanks
- Circulation-based temperature control
Dimensional Control System
Includes:
- Laser-based diameter measurement
- PLC feedback control
- Real-time adjustment of speed and flow
Mechanical Handling System
Includes:
- Haul-off unit
- Tension control system
- Spooling equipment
These systems function as an integrated control structure rather than independent units.
Cooling System Design for Stable Filament Shape
Two-Stage Cooling Design
Extruded material exits the die at approximately 170–200°C. Direct contact with cold water results in:
- Rapid shrinkage
- Internal stress formation
- Non-circular cross-sections
A staged cooling process is required:
- Stage 1 – Warm water at 40–60°C
- Gradual solidification
- Stress release
- Shape stabilization
- Stage 2 – Cold water at 20–25°C
- Final temperature reduction
- Preparation for winding
Key Parameters
- Tank length: 1–2 meters per stage
- Temperature control precision: ±1°C
- Residence time: 2–4 seconds per stage at typical line speeds
الاعتبارات الهندسية
- Flow uniformity prevents thermal gradients
- Cooling rate influences crystallinity and internal stress
- Temperature variation affects roundness and stability
How Diameter Measurement and Control Systems Work
Laser Diameter Measurement
Non-contact laser systems measure strand diameter in real time.
Typical placement:
- After final cooling
- Before winding
Advanced configurations may include additional upstream sensors.
Closed-Loop Control Logic
Measurement data is transmitted to a control unit that adjusts:
- Screw speed
- Melt pump rate
- Haul-off velocity
Target tolerance:
- ±0.02 mm for standard 1.75 mm output
Control Considerations
- Measurement delay affects response accuracy
- Control tuning must match line speed
- Stability depends on synchronization across systems
Filament Handling and Winding Setup
Material must be handled without deformation during downstream processing.
Key requirements:
- Constant low tension, typically 5–10 N
- Speed synchronization between extrusion and haul-off
- Uniform winding without overlap
Control methods include:
- Servo-driven systems
- Floating roller mechanisms
- Torque-controlled winding
Spool sizes are selected based on downstream application requirements.
PLA Material Drying and Moisture Control
This material is hygroscopic and sensitive to moisture during processing.
Drying Requirements
- Moisture content must remain below 0.02 percent
- Drying conditions: 80°C for 4–6 hours
- Dew point: ≤ -40°C
Insufficient drying results in:
- Bubble formation
- Molecular degradation
- Reduced mechanical strength
Packaging Requirements
Immediately after processing:
- Vacuum sealing or aluminum barrier packaging
- Inclusion of desiccants
- Optional inert gas protection
Recommended storage:
- Temperature: 15–25°C
- Relative humidity: below 30 percent
PLA Filament Quality Standards and Key Metrics
Final quality is defined by measurable parameters linked to upstream conditions.
| Metric | Target Range | Primary Driver |
|---|---|---|
| Diameter tolerance | ±0.02 mm | Pressure stability |
| Roundness | ≤ 0.02 mm | Cooling uniformity |
| Tensile strength | 38–48 MPa | Polymer integrity |
| Elongation at break | 40–60% | Molecular structure |
| Moisture content | < 0.02% | Drying efficiency |
| Melt flow index | 5–10 g/10min | Material consistency |
Each deviation can be traced to a specific process variable.
Common PLA Filament Defects and Their Causes
| Defect | Root Cause | Adjustment |
|---|---|---|
| Periodic diameter fluctuation | Output pulsation | Install melt pump |
| Random variation | Moisture or feeding instability | Improve drying and feeding |
| Oval cross-section | Uneven cooling | Optimize flow and temperature |
| Surface defects | Contamination or thermal instability | Improve filtration and control |
| Brittleness | Polymer degradation | Reduce moisture and shear |
Effective correction requires linking defects to upstream causes.
How to Improve PLA Filament Production Stability
Performance depends on system-level balance.
Key trade-offs include:
- Throughput vs dimensional consistency
- Cooling capacity vs extrusion rate
- Control response vs measurement delay
Optimization focuses on:
- Maintaining stable melt pressure
- Synchronizing haul-off with extrusion output
- Ensuring thermal consistency across the line
Stable output is achieved through coordinated control rather than isolated adjustments.
الخاتمة
High-quality filament manufacturing is defined by system stability rather than individual equipment performance.
Extrusion, cooling, measurement, handling, and drying operate as an integrated process chain. Variations in temperature, pressure, or moisture propagate through the system and affect dimensional tolerance and mechanical performance.
The same control logic applies across advanced processing industries. Precise management of thermal and flow conditions, as demonstrated in crystallization systems, is equally relevant in extrusion-based manufacturing.
دودجن applies this process-oriented approach to industrial systems where consistency defines product quality. For manufacturers planning to upgrade production lines or optimize process control, a system-level design approach is required to achieve stable and repeatable output at scale.



