
توسيع نطاق عملية البلمرة باستخدام تقنية MMA — التحديات الرئيسية
يُعزى التوسع الصناعي في بلمرة ميثيل الميثاكريلات إلى الطلب المستمر على بولي (ميثيل الميثاكريلات) في مجالات البناء والإلكترونيات والتطبيقات البصرية. وفي ظل الظروف المختبرية، عادةً ما يكون التحكم في درجة الحرارة والخلط كافيين للحفاظ على أداء تفاعلي مستقر، لكن هذه الظروف لا تنطبق بشكل مباشر على المفاعلات الصناعية.
وعلى نطاق أوسع، تصبح عملية بلمرة MMA مشكلة تتعلق بإدارة الحرارة، حيث تتأثر بقدرة تبديد الحرارة، والحركية غير الخطية، ومحدودية إمكانية مراقبة العملية. وفي ظل ظروف التوسع هذه، يُعد الحفاظ على استقرار التفاعل متطلبًا أساسيًا لتصميم سلامة المفاعل، وليس مجرد هدف لتحسين الأداء التشغيلي.

الحرارة وسلوك التفاعل في بلمرة MMA
تتم عملية بلمرة MMA عبر آلية الجذور الحرة، وهي عملية تتأثر بشدة بدرجة الحرارة وتتميز بسلوك طارد للحرارة بشكل ملحوظ. وتتراوح حرارة البلمرة عادةً بين 56.5 و60 كيلوجول لكل مول، مما يضع النظام ضمن نطاقات التفاعلات الطاردة للحرارة بدرجة متوسطة إلى عالية. .
يتبع معدل التفاعل سلوكًا من نوع أرهينيوس، مما يعني أن الزيادات الطفيفة في درجة الحرارة يمكن أن تؤدي إلى تسارع غير متناسب في حركية التفاعل. ومع تقدم العملية، ينتقل النظام من مرحلة المونومر ذات اللزوجة المنخفضة، التي تبلغ حوالي 0.6 سنتيبوز، إلى مرحلة البوليمر المنصهر عالي اللزوجة الذي يمكن أن تتجاوز لزوجته عدة آلاف من سنتيبوز.
يؤثر هذا الارتفاع السريع في اللزوجة بشكل مباشر على كل من أداء الخلط وكفاءة نقل الحرارة، مما يؤدي إلى ارتباط وثيق بين معدل التفاعل وتوليد الحرارة وقيود النقل.
ما الذي يتغير عند توسيع نطاق عملية البلمرة باستخدام تقنية MMA؟
عند الانتقال من النطاق التجريبي إلى نطاق المفاعل الصناعي، تنخفض نسبة السطح إلى الحجم انخفاضًا كبيرًا، مما يقلل من مساحة نقل الحرارة المتاحة لكل وحدة حجم. ويؤدي هذا التأثير الهندسي إلى الحد من قدرة تبديد الحرارة وزيادة احتمالية تراكم الحرارة.
وفي الوقت نفسه، ينخفض معامل نقل الحرارة الفعلي بسبب زيادة اللزوجة، وزيادة سماكة الطبقات الحدودية، واحتمال حدوث تراكم الأوساخ على أسطح التبادل الحراري. وتؤدي هذه العوامل إلى انخفاض الأداء الإجمالي لنقل الحرارة في ظل ظروف التشغيل على نطاق واسع.
كما تنخفض كفاءة الخلط مع زيادة حجم المفاعل، مما يؤدي إلى حدوث تدرجات في درجة الحرارة وعدم انتظام في التركيز. وفي ظل هذه الظروف، قد تشهد مناطق محددة معدلات تفاعل أعلى، مما يزيد من احتمال عدم استقرار العملية وحدوث بلمرة غير متحكم فيها.
لماذا يصبح التخلص من الحرارة أمراً صعباً على نطاق واسع
تنشأ قيود إزالة الحرارة في أنظمة البلمرة الصناعية باستخدام تقنية MMA عن كل من قيود المعدات وديناميكيات العملية. وتواجه أنظمة الغلاف الخارجي قيودًا تتمثل في المساحة السطحية المتاحة والمقاومة الحرارية عبر جدران الوعاء، مما يحد من فعاليتها عند الأحمال الحرارية العالية.
مع زيادة اللزوجة أثناء التفاعل، ينخفض انتقال الحرارة بالحمل الحراري داخل المفاعل، مما يؤدي إلى مزيد من الانخفاض في كفاءة تبديد الحرارة. ويؤدي ذلك إلى عدم توافق بين توليد الحرارة وإزالتها، لا سيما خلال فترات ذروة التفاعل.
ومن المهم الإشارة إلى أن إطلاق الحرارة لا يكون متجانسًا طوال العملية. فقد تصل معدلات توليد الحرارة القصوى إلى ضعفين أو ثلاثة أضعاف القيمة المتوسطة، لا سيما عند مستويات التحويل الأعلى. وإذا لم تُصمم أنظمة إدارة الحرارة لمواجهة هذه الظروف المؤقتة، فسيصبح من الصعب بشكل متزايد التحكم في التقلبات في درجات الحرارة.
كيف يتطور الانفلات الحراري في عملية بلمرة MMA
يرتبط الانفلات الحراري في بلمرة MMA ارتباطًا وثيقًا بتأثير ترومسدورف، المعروف أيضًا باسم «تأثير الهلام». فمع نمو سلاسل البوليمر وزيادة اللزوجة، يتباطأ الانتشار الجزيئي، لا سيما في تفاعلات الإنهاء.
تستمر تفاعلات الانتشار بمعدل مماثل، في حين يصبح التوقف عن التفاعل مقيدًا بالانتشار. ويؤدي ذلك إلى زيادة في تركيز الجذور وتسارع مفاجئ في معدل التفاعل.
وتتميز آلية التغذية الراجعة الناتجة بما يلي:
- ارتفاع درجة الحرارة يؤدي إلى تسريع معدلات التفاعل
- ارتفاع معدلات التفاعل يؤدي إلى زيادة توليد الحرارة
- تراكم الحرارة يؤدي إلى ارتفاع إضافي في درجة الحرارة
عند اللزوجة العالية، يصبح الانتشار الحراري محدودًا، وقد تظهر نقاط سخونة موضعية. ويمكن أن تتجاوز درجات الحرارة في هذه المناطق متوسط درجة حرارة المفاعل، مما يؤدي إلى تحويل سريع، وزيادة في الضغط، واحتمال حدوث عدم استقرار في المفاعل.
وبدون التخلص الكافي من الحرارة أو التدخل في العملية، تؤدي هذه الآلية إلى حدوث تفاعل طارد للحرارة خارج عن السيطرة، وهو ما يمثل عاملاً حاسماً في تصميم سلامة المفاعلات.
تصميم المفاعل لإزالة الحرارة والخلط
تصميم الخلط للأنظمة عالية اللزوجة
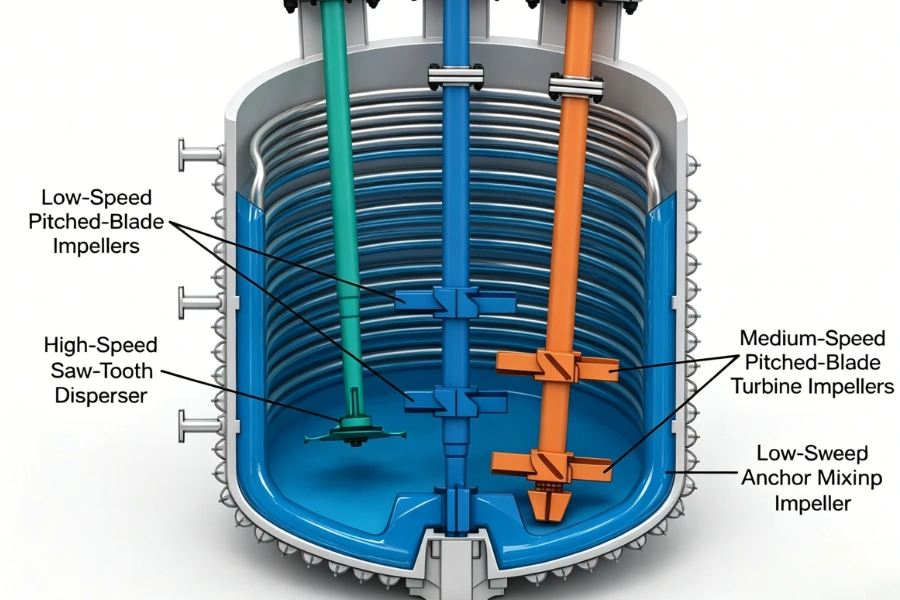
يجب أن يأخذ التصميم الفعال لعملية الخلط في الاعتبار التباين الكبير في اللزوجة طوال عملية بلمرة MMA. ففي المراحل المبكرة، تسمح ظروف اللزوجة المنخفضة بالدوران الشامل باستخدام دوافع التدفق المحوري.
مع زيادة اللزوجة، يتحول الخلط إلى تدفق تهيمن عليه الجدران، مما يتطلب استخدام أنظمة دوارات تحافظ على التلامس مع حدود المفاعل. وعادةً ما تُستخدم أجهزة التحريك من النوع المثبت أو الإطاري لتقليل المناطق الراكدة وتحسين التوحيد الحراري.
يلزم توفر قدرة عزم دوران عالية للحفاظ على عملية التحريك في ظل المقاومة المتزايدة، مما يضمن خلطًا متسقًا ويمنع حدوث ارتفاع محلي في درجة الحرارة.
خيارات أنظمة التبريد
تتم إزالة الحرارة في المفاعلات الصناعية عادةً من خلال مزيج من الأنظمة الخارجية والداخلية المصممة لتحسين القدرة الإجمالية على نقل الحرارة.
تشمل الأساليب الشائعة ما يلي:
- أغلفة خارجية مزودة بخصائص محسّنة للتدفق المضطرب
- ملفات تبريد داخلية أو حواجز لزيادة مساحة نقل الحرارة
- مكثفات الارتجاع التي تستخدم التبريد عن طريق تغيير الحالة
وغالبًا ما يتم دمج هذه الأنظمة لتوفير إدارة حرارية كافية في كل من ظروف التشغيل الثابتة وظروف ذروة توليد الحرارة.
المفاضلات التصميمية في المفاعلات الكبيرة
إن تحسين أداء نقل الحرارة وكفاءة الخلط ينطوي على مفاضلات تتعلق بالتعقيد الميكانيكي والقيود التشغيلية. فزيادة التحريك تحسّن عملية الخلط، لكنها تزيد من استهلاك الطاقة والضغط الميكانيكي.
وبالمثل، فإن الأسطح الإضافية للتبادل الحراري تحسّن التحكم الحراري، لكنها قد تؤدي إلى مقاومة التدفق أو تزيد من خطر التلوث. ولذلك، يجب أن يحقق تصميم المفاعل التوازن بين إدارة الحرارة والموثوقية الميكانيكية ومرونة العملية.
وعادةً ما يتم تقييم هذه المفاضلات من خلال الاختبارات على نطاق تجريبي والتحليلات القائمة على المحاكاة.
مراقبة العمليات والتحكم في درجة الحرارة
في عملية بلمرة MMA الدفعية، تظل درجة الحرارة هي المتغير الرئيسي الذي يتم التحكم فيه، وذلك بسبب عدم وجود إدخال مستمر للمواد. وهذا يحد من مرونة التحكم ويجعل التركيز ينصب على المراقبة الدقيقة لدرجة الحرارة والاستجابة لها.
يتم تنفيذ التحكم في درجة الحرارة عادةً من خلال أنظمة PID المتتالية، حيث يتم تنظيم درجة حرارة المفاعل عن طريق تدفق وسيط التبريد أو درجة حرارة الغلاف. ومع ذلك، وبسبب الحركيات غير الخطية وتأخيرات العملية، غالبًا ما تكون هناك حاجة إلى استراتيجيات تحكم متقدمة.
وقد تشمل هذه الأساليب التحكم التنبئي القائم على النماذج، وتقدير المعلمات أثناء التشغيل، والمراقبة في الوقت الفعلي للمؤشرات غير المباشرة مثل الضغط، وعزم الدوران، واللزوجة. وتساهم هذه الأساليب في تحسين استقرار العملية في ظل الظروف الديناميكية على النطاق الصناعي.
أنظمة السلامة لمنع التفاعلات الجامحة
يجب أن يتضمن تصميم سلامة المفاعل الخاص بعملية البلمرة باستخدام تقنية MMA طبقات متعددة من الحماية للتعامل مع أي انحرافات محتملة عن التشغيل العادي.
تشمل أنظمة السلامة الرئيسية ما يلي:
- حقن المثبطات لتثبيط التفاعلات الجذرية أثناء الارتفاع غير الطبيعي في درجة الحرارة
- أنظمة تبريد طارئة مزودة بمصادر طاقة مستقلة لتعزيز قدرة إزالة الحرارة
- أجهزة تخفيف الضغط لمنع حدوث أعطال ميكانيكية ناجمة عن تراكم الضغط
- أنظمة الغاز الخامل للحد من مخاطر الأكسدة والانفجار
تشكل هذه الأنظمة مجتمعةً أساس سلامة العمليات في عمليات بلمرة MMA واسعة النطاق، وقد صُممت باستخدام البيانات السعريّة والحركية لتحديد حدود التشغيل الآمنة.
الدروس المستفادة من حوادث MMA الصناعية
أثبتت الحوادث الصناعية التي تتعلق بأنظمة MMA أن البلمرة غير المنضبطة يمكن أن تحدث في ظروف التفاعل والتخزين على حد سواء. وقد أدت الحوادث التي تضمنت تراكم البخار ومصادر الاشتعال والتأخر في الاستجابة إلى تلف المعدات وإصابة العاملين.
يشير تحليل هذه الحوادث إلى أن آليات الفشل غالبًا ما تنطوي على عدم كفاية تبديد الحرارة، وتأخر الكشف عن الارتفاع غير الطبيعي في درجة الحرارة، وعدم كفاية تكامل النظام.
تسلط هذه الملاحظات الضوء على أهمية دمج تصميم المفاعل ومراقبة العمليات وأنظمة السلامة في نهج موحد للتشغيل على نطاق صناعي.
النقاط الرئيسية التي يجب مراعاتها لضمان التوسع الآمن
يتطلب توسيع نطاق بلمرة MMA التحكم المنسق في حركيات التفاعل، وتوليد الحرارة، وإزالة الحرارة في ظل ظروف نقل تتزايد فيها القيود. ويكمن التحدي الرئيسي في الحفاظ على استقرار التفاعل مع زيادة اللزوجة وانخفاض كفاءة نقل الحرارة.
يعتمد التنفيذ الفعال على دمج ما يلي:
- أنظمة إدارة الحرارة عالية الكفاءة
- تكوينات الخلط المناسبة للتشغيل في ظروف اللزوجة العالية
- استراتيجيات متطورة للرصد والتحكم
- تصميم سلامة المفاعلات متعدد الطبقات
في التطبيقات الصناعية، يتم تلبية هذه المتطلبات عادةً من خلال الهندسة المتكاملة للعمليات والمعدات، حيث يتم تطوير تصميم المفاعلات وأنظمة نقل الحرارة وبنية التحكم كحل موحد. وعادةً ما ترتبط هذه القدرات على مستوى النظام بمزودي الخدمات الهندسية المتخصصين، بما في ذلك شركات مثل دودجن, ، والتي تركز على أنظمة التفاعلات عالية الإطلاق الحراري وتطبيق المفاعلات على نطاق واسع.



