
Why CS2 Recovery Matters in the Rayon Industry
Carbon disulfide is widely used in viscose fiber, cellophane, and related sulfur-based chemical processes, with typical consumption levels remaining high relative to output.
In many existing plants, recovery efficiency from conventional condensation systems is typically in the range of 45 to 55 percent, resulting in significant material loss.
This loss is primarily driven by the high volatility of carbon disulfide and dilution effects in process exhaust streams.
Unrecovered solvent contributes directly to operating cost increases and emission risks.
Both carbon disulfide and hydrogen sulfide are regulated hazardous substances, with strict limits applied across major production regions.
Inadequate recovery performance can therefore lead to both economic loss and non-compliance with environmental standards.
Recovery systems with higher efficiency enable both material reuse and emission reduction.
Facilities operating at recovery levels above 90 percent can significantly reduce solvent purchasing requirements while meeting international compliance frameworks.
This aligns process economics with regulatory expectations rather than treating them as separate constraints.
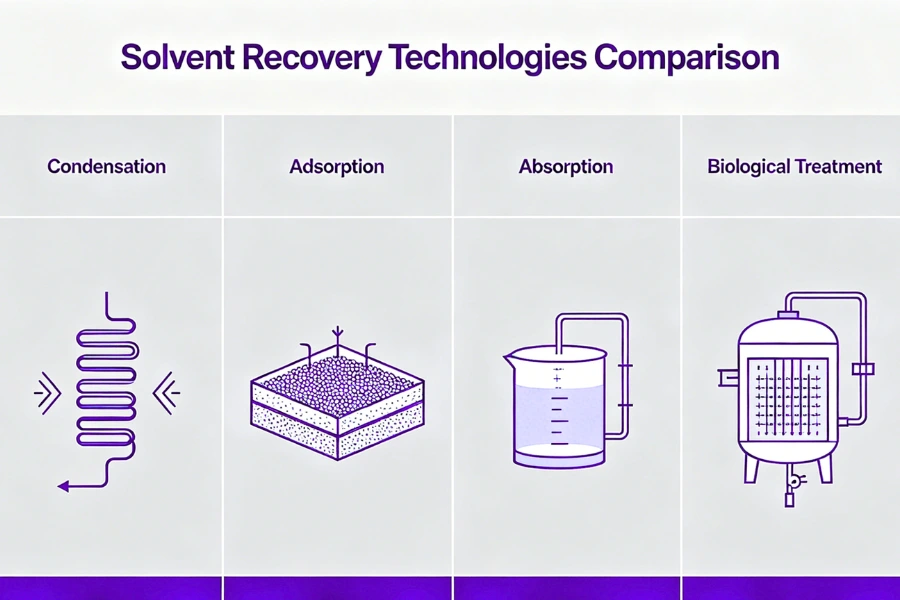
Comparing CS2 Recovery Technologies
The performance of solvent recovery approaches varies depending on inlet concentration, gas flow rate, and integration with upstream viscose operations.
Single-stage solutions are typically insufficient to meet high recovery targets under industrial conditions.
As a result, multiple technologies are often combined within a single system.
| التكنولوجيا | المبدأ | Recovery Range | المزايا | القيود | Typical Role |
|---|---|---|---|---|---|
| Condensation | Cooling below boiling point to liquefy solvent | 45 to 55 percent | Low capital cost, simple design | Efficiency limited by dilution and temperature | Pre-recovery stage |
| Multi-stage Condensation | Sequential cooling using water and chilled media | 60 to 75 percent | Improved efficiency over single stage | Higher energy consumption | Intermediate recovery |
| Activated Carbon Adsorption | Adsorption followed by thermal desorption and condensation | 85 to 95 percent | High recovery efficiency, mature technology | Requires H2S removal upstream | Primary recovery |
| أنظمة الامتصاص | Solvent absorption followed by separation | Above 80 percent | Can integrate with existing process streams | Requires solvent management | Retrofit applications |
| Biological Treatment | Microbial degradation of residual compounds | Removal above 90 percent | Low operating cost, environmentally stable | Large footprint, not suitable for recovery | End-of-pipe treatment |
No single method is sufficient to achieve high recovery efficiency across all operating conditions.
Integrated systems combining pre-treatment, adsorption, and condensation are typically required to reach recovery levels above 90 percent.
System configuration must therefore be determined based on both process conditions and target performance.
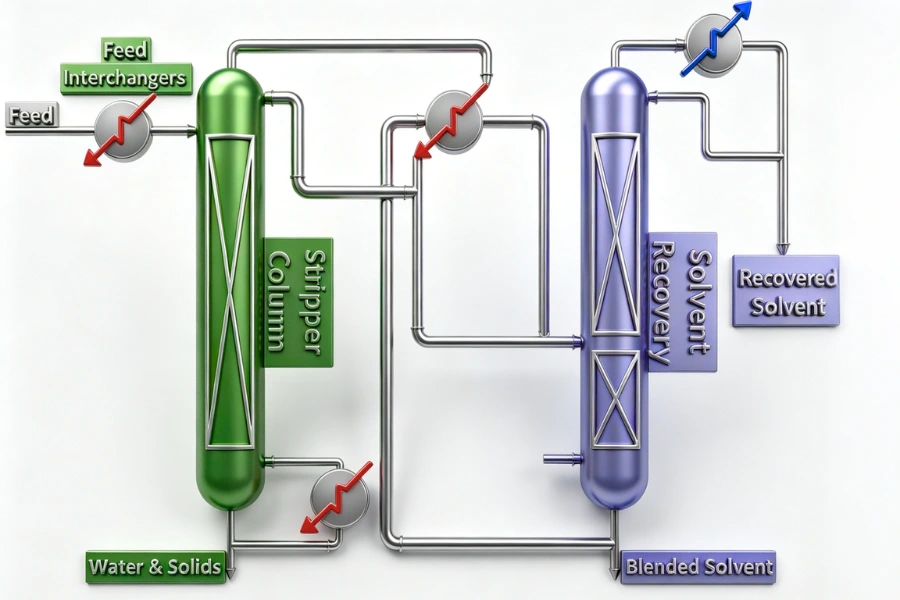
What a Complete CS2 Recovery System Includes
A complete solvent recovery system consists of multiple process units operating in sequence, each addressing a specific limitation in the recovery pathway.
System design must consider both separation efficiency and operational stability.
Failure in any single unit can reduce overall recovery performance.
| Unit | الوظيفة | Key Considerations |
|---|---|---|
| Gas Collection and Pre-treatment | Capture process gas and remove particulates | Negative pressure operation to prevent leakage |
| H2S Removal | Protect downstream adsorption systems | Alkaline scrubbing or wet oxidation |
| Adsorption Unit | Capture solvent from gas phase | Multi-bed operation with continuous switching |
| Desorption and Condensation | Recover solvent from adsorbent | Controlled heating and low-temperature condensation |
| Purification and Reuse | Remove moisture and impurities | Molecular sieve dehydration or phase separation |
| Tail Gas Treatment | Ensure emission compliance | Biological or thermal treatment |
| Control and Safety System | Maintain stable operation | Real-time monitoring of temperature, pressure, oxygen, and concentration |
دودجن applies process integration principles developed in separation system design to ensure stable interaction between these units.
System configuration is defined based on operating conditions rather than fixed equipment selection.
This approach allows consistent performance across varying production loads.
What You Gain from Higher CS2 Recovery
Improving recovery efficiency has a direct impact on material balance.
In a typical viscose plant producing 50,000 tonnes annually, solvent consumption may reach approximately 15,000 tonnes per year.
An increase in recovery efficiency from 50 to 90 percent corresponds to an additional recovery of approximately 6,000 tonnes annually.
At a reference price of RMB 8,000 per tonne, this represents a gross recovery value of approximately RMB 48 million.
After accounting for operating costs such as energy, maintenance, and consumables, net annual benefit remains substantial.
The payback period for system investment is typically in the range of 1.5 to 3 years, depending on operating conditions.
Performance is influenced by several factors, including inlet concentration, system uptime, and energy cost.
Variations in solvent pricing can also significantly affect economic outcomes.
System design must therefore consider both technical and financial sensitivity.
Safety Design for CS2 Handling Systems
Carbon disulfide presents a high-risk profile due to its low flash point and wide explosive limits.
Vapor accumulation in poorly ventilated areas can increase the probability of ignition.
Risk control must therefore be addressed at the design stage rather than through operational measures alone.
Key design measures include:
- Electrostatic grounding across all equipment and piping
- Sealed transfer systems to prevent leakage
- Oxygen concentration control through inert gas protection
- Temperature limits to prevent thermal decomposition
- Explosion relief and isolation design
- Continuous gas monitoring for both CS2 and H2S
دودجن incorporates safety design practices from sulfur-containing chemical processes to ensure controlled operation under variable conditions.
System monitoring is integrated into process control rather than treated as a separate layer.
This reduces dependency on manual intervention.
Planning and Installing a Recovery System
Implementation approach depends on whether the project is a new installation or a retrofit.
Existing facilities often require integration with current process layouts and utility systems.
System footprint for a medium-scale plant typically ranges from 300 to 500 square meters.
Installation can be modular to reduce on-site construction time.
Commissioning requires coordination between process units to ensure stable operation under load.
Performance validation is conducted under defined operating conditions.
How DODGEN Designs CS2 Recovery Systems
دودجن focuses on process integration and separation system design, particularly for volatile and sulfur-containing compounds.
Engineering scope includes feasibility assessment, process package development, equipment specification, and commissioning support.
The company does not supply raw materials, allowing system design to remain independent of material-driven constraints.
Design decisions are based on operating data, system boundaries, and performance targets.
This enables alignment between recovery efficiency, safety requirements, and capital investment.
System performance is defined through measurable operating parameters rather than generalized assumptions.



