
Most people observing a التبلور الذائب experiment for the first time focus on a single question: Has the material crystallized? However, in actual experimental practice, our primary concern is different: How well has it crystallized?
The absence of crystallization is not a major setback. If spontaneous crystallization fails to occur, we can introduce seeds, adjust the cooling rate, or modify the thermal holding zones. The real trouble arises when the material appears to have crystallized, but possesses a poor crystal structure, rendering the mother liquor undrainable and the sweating process ineffective. Such systems are highly susceptible to misinterpretation.
When observing the material within a tubular crystallizer, we pay close attention to the crystal growth mode. Ideally, crystals should grow along the tube wall to form a continuous crystal layer. This allows the mother liquor to drain through the crystalline interstices, and enables the impurities entrapped within the crystal layer to be purged during the subsequent sweating stage as the temperature rises.
If the crystals exhibit a needle-like or plate-like morphology and demonstrate good wall adhesion, it generally indicates that the material possesses a viable foundation for further optimization. A typical example is p-nitrotoluene. During crystallization, it forms needle-like crystals that adhere well to the wall, allowing the mother liquor to drain efficiently. This favorable crystalline state establishes a solid baseline for subsequent primary, secondary, and tertiary purifications.
The performance of p-cyanophenol is also quite distinct. It exhibits scale-like (flake-like) crystals during primary crystallization; during secondary crystallization, it initially forms scales and then transitions to needle-like growth along the wall. As the stages of crystallization progress, the product color gradually lightens and its dryness improves. This demonstrates the synergistic effect of the crystal structure, mother liquor drainage, and the sweating process.
Conversely, some materials exhibit highly visible crystallization that is, in reality, far from ideal.
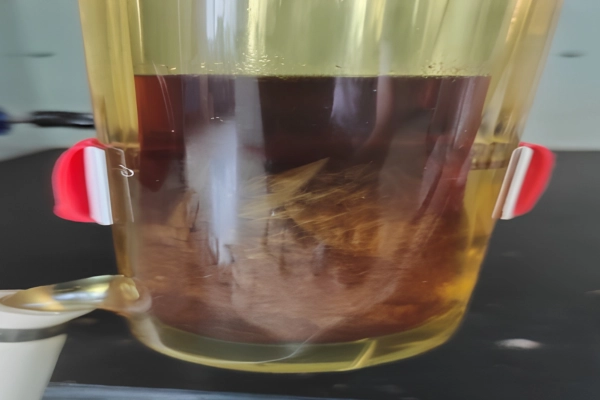
For instance, if the viscosity of the material increases significantly during cooling, crystals may appear, but the mother liquor becomes difficult to drain. Alternatively, if the crystals are too fine or loosely packed, the crystal layer may collapse directly upon reaching a certain temperature during sweating. Such crystalline structures fail to stably support the subsequent separation process, making it exceedingly difficult to remove impurities effectively.
We observed a classic manifestation of this issue when processing raspberry ketone. Its natural crystallization temperature deviates significantly from its melting point, making it prone to flash crystallization under high supercooling. Flash crystallization is detrimental; because the crystals form too rapidly, they tend to be fine, non-uniform in structure, and heavily entrapped with mother liquor. Subsequently, by raising the seeding temperature to allow crystal growth under milder conditions, we facilitated the formation of a more processable crystal layer.
Therefore, melt crystallization is far more complex than simply “freezing” a material.
What it truly requires is the precise control of how crystals grow, where they deposit, how the mother liquor drains, and how impurities are purged.
Sweating is also a step that is frequently underestimated. Many perceive sweating as a simple temperature ramp, which is a misconception. In essence, sweating utilizes the preferential melting of the low-purity fractions entrapped within the crystals to further expel impurities. A successful sweating process yields a continuous increase in product purity and a further improvement in color.
However, sweating demands a sufficiently stable crystal structure. If the crystal skeleton is too weak, the crystal layer will collapse before the temperature rise can effectively purge the impurities. This not only fails to purify the material but can also disrupt the separation efficiency already achieved.
Consequently, when evaluating an experimental result, we never look at the final product assay in isolation.
We analyze the entire process holistically: whether the crystallization onset temperature is appropriate, whether the crystals adhere well to the wall, whether the mother liquor drains clearly, whether there is a distinct difference in the sweating fractions, whether the product color improves, and whether there remains room to optimize the yield.
If these phenomena consistently point toward a positive outcome, it indicates that the material warrants further development. If we merely observe “the presence of crystals” without significant differences in the mother liquor, sweating fractions, or product assay, we must re-evaluate our direction.
The core of التبلور الذائب is not crystallization itself, but achieving separation through crystallization.
This explains why, in experimental logs, qualitative descriptions such as crystal morphology, wall adhesion, mother liquor drainage, and sweating behavior are often far more critical than a single purity metric. While figures provide us with the final result, the phenomena reveal the underlying mechanisms and dictate the next steps for process optimization.



