
Melt crystallization is not a universal solution for all chemical systems. While some materials exhibit significant purity gains after a single stage—with further improvements in subsequent stages—others may crystallize without effective mother liquor discharge or noticeable sweating, resulting in stagnant purity and color profiles. The primary value of lab-scale trials is to determine the technical viability of a material before committing extensive resources.
To evaluate feasibility, one should focus on the following six dimensions:
Thermal Stability in the Molten State
The material must first be heated until fully liquefied. If it remains stable in the melt—showing no abnormal changes in color or fluidity—it passes the preliminary screening. For materials sensitive to oxidation or moisture, operations should be conducted under a nitrogen blanket to eliminate atmospheric interference.
Presence of an Adequate Crystallization Window
Upon cooling the melt, observe the temperature at which التبلور initiates. While spontaneous crystallization is ideal, its absence is not a definitive failure; one can attempt seeding at elevated temperatures to guide crystal growth.
Note: The crystallization temperature must not be too low. Excessive undercooling (supercooling) can trigger spontaneous nucleation (flash crystallization), leading to fine, porous crystals that impede mother liquor discharge and compromise sweating efficiency.
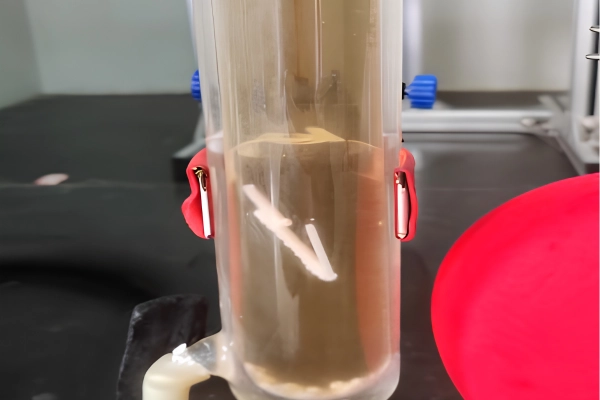
Crystal Adhesion and Scaling Capability
In a tubular crystallizer, the ideal scenario is for crystals to grow progressively along the vessel walls, forming a stable crystalline layer. Effective scaling (adhesion) ensures that the mother liquor can be drained from the interstitial spaces and facilitates the subsequent sweating process.
Conversely, if the material forms suspended solids or fine powders, it may not be suitable for process scale-up. Such structures tend to entrain mother liquor, making filtration and drainage nearly impossible.
Efficiency of Mother Liquor Discharge
The ability to discharge mother liquor is the linchpin of effective melt crystallization. The core logic is to have the target component crystallize preferentially while impurities concentrate in the liquid phase. If the mother liquor cannot be removed, the impurities remain trapped. Certain materials exhibit a sharp increase in viscosity during cooling, causing the crystals and liquid to form an inseparable slurry. For these systems, critical optimization of the seeding temperature, cooling rate, and isothermal residence time is required.
Efficacy of the Sweating Phase
After discharging the mother liquor, the temperature is slowly increased to expel entrained low-purity fractions—a process known as التعرق. An effective sweating phase further removes residual impurities, leading to synchronized improvements in both product assay and color.
If no significant sweating occurs, or if the crystalline skeleton collapses prematurely during the temperature ramp-up, the structural stability of the crystals is insufficient, limiting the ultimate purification potential.
Concentration Gradient Between Fractions
This is the most direct metric for success. A viable process must demonstrate that the product assay is significantly higher than the feedstock, while the mother liquor and sweating liquor assays are lower.
- Positive Indicator: Purity increases from 90% to 97%+ in the first stage, reaching 99%+ in the second.
- Negative Indicator: If the assay levels across the feedstock, mother liquor, and product remain nearly identical, the separation is ineffective regardless of the physical crystallization observed.
الخاتمة
The suitability of a material for melt crystallization cannot be judged solely by the presence of crystals. True feasibility is determined by morphology, scaling stability, drainability, sweating efficiency, and a clear purity gradient.
The mission of lab-scale trials is to use minimal material to rapidly answer these fundamental questions. Only once the technical direction is validated does it become meaningful to discuss yield optimization, stage design, و industrial scale-up.



