
Why Cosmetic Manufacturers Are Switching to Isosorbide-Derived Solvents
Dimethyl isosorbide is increasingly used in premium skincare and personal care formulations as manufacturers move away from traditional petroleum-derived carriers and high-VOC solvents.
Compared with conventional formulation solvents such as ethanol, propylene glycol, or ethoxydiglycol, this isosorbide-derived carrier provides strong solvency, lower irritation potential, and improved epidermal delivery performance within a single formulation system.

The material originates from isosorbide, a bio-based cyclic compound produced through sorbitol dehydration. Since sorbitol itself is manufactured from glucose-rich biomass such as corn or cassava, the solvent is commonly positioned as a partially renewable ingredient suitable for modern low-impact cosmetic formulations.
Its adoption is also connected to broader industry developments, including:
- Increased demand for bio-based raw materials
- VOC reduction pressure in personal care manufacturing
- Expansion of premium skincare formulations
- Greater focus on active ingredient efficiency
- Procurement preference for lower-toxicity solvent systems
In many advanced formulations, the material functions not only as a solvent, but also as a carrier and penetration enhancement system for sensitive cosmetic actives.
However, manufacturing a purified cosmetic-grade solvent requires substantially more than reaction chemistry alone.
Although green methylation routes can generate high conversion rates, crude process streams may still contain catalyst residues, colored impurities, residual alcohols, and partially methylated intermediates. These impurities may influence odor neutrality, formulation transparency, storage stability, and active ingredient compatibility.
As a result, downstream purification becomes a major part of industrial production.
Green Production Methods for Isosorbide-Based Solvents
Modern production typically uses a dimethyl carbonate, or DMC, methylation route under alkaline catalytic conditions.
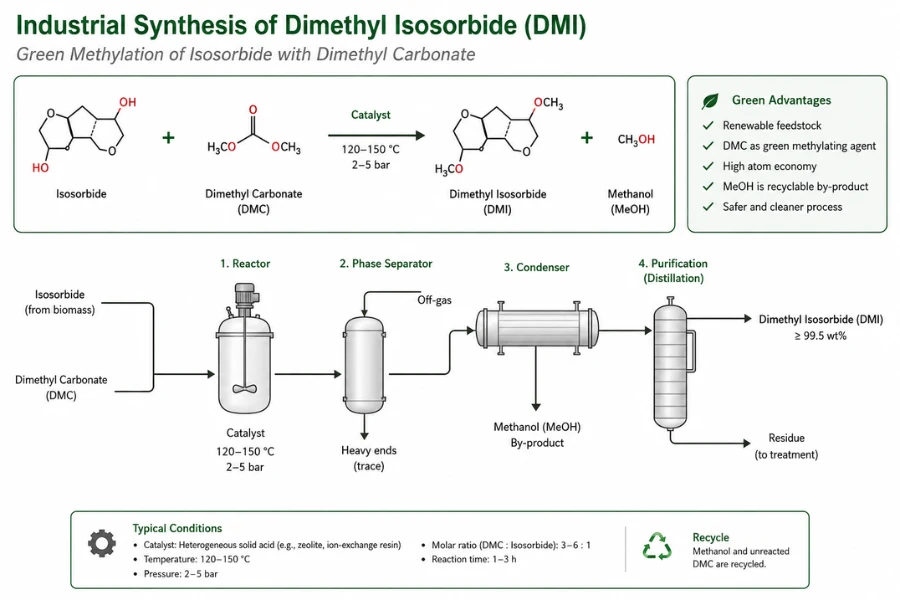
The reaction system generally includes:
- إيزوسوربيد الإيزوسوربيد
- Dimethyl carbonate
- Base catalyst such as potassium carbonate or organic bases
This route has gained industrial attention because dimethyl carbonate is considered a lower-toxicity alternative to traditional methylating agents such as dimethyl sulfate or methyl halides.
Compared with older methylation chemistries, the DMC process offers several operational advantages:
- Reduced hazardous waste generation
- Lower corrosion burden
- Easier environmental compliance
- Lower operator exposure risk
- Improved process sustainability
The reaction mechanism is influenced by the bicyclic structure of isosorbide itself.
Its molecular configuration enhances hydroxyl nucleophilicity, while intermolecular hydrogen bonding improves reactivity toward dimethyl carbonate. Under controlled heating conditions, methoxy substitution converts the cyclic intermediate into dimethyl isosorbide.
The primary byproducts are:
- Carbon dioxide
- Methanol
Methanol can typically be recovered and recycled within the production system.
Industrial synthesis is commonly performed under relatively moderate conditions:
- Atmospheric or mild-pressure operation
- Reaction temperatures around 100–150°C
- Controlled catalyst concentration
From a process engineering perspective, the route demonstrates favorable atom economy because it avoids sulfur-containing or halogen-containing waste streams associated with older methylation technologies.
Why Crude Product Streams Require Further Purification
Although the synthesis route itself is relatively straightforward, cosmetic-grade manufacturing presents several downstream separation challenges.
Crude product mixtures may contain:
- Residual isosorbide
- Monomethylated intermediates
- Residual dimethyl carbonate
- Methanol
- Catalyst residues
- High-boiling oligomeric impurities
These components may negatively affect:
- Color stability
- Odor neutrality
- Active ingredient compatibility
- Product transparency
- Long-term storage stability
Thermal sensitivity introduces an additional complication during purification.
The solvent system has a relatively high normal boiling point. Under atmospheric distillation conditions, elevated temperature exposure and extended residence time may promote:
- Yellowing
- Oxidative discoloration
- Thermal decomposition
- Viscosity increase
For this reason, conventional atmospheric distillation is generally unsuitable for cosmetic-grade purification.
Most commercial production systems therefore rely on carefully controlled vacuum separation.
Producing Cosmetic-Grade Material Through Vacuum Distillation
The primary purification objective is to obtain a high-purity cosmetic carrier suitable for sensitive formulation systems.
Typical quality targets include:
- Purity above 99.5%
- Moisture below 0.1%
- APHA color below 10
- Minimal residual methanol
- No visible suspended particles
Achieving these specifications requires efficient separation of closely related compounds with similar boiling behavior.
Industrial purification systems commonly use:
- Structured packing columns
- Precision fractionation towers
- Multi-stage vacuum distillation systems
Vacuum operation reduces thermal stress during purification and helps control discoloration during long separation cycles.
Under reduced pressure conditions below approximately 10 mmHg, distillation temperatures can remain below 140°C. Lower operating temperatures help minimize thermal degradation and color formation.
Several engineering considerations are especially important.
Separating Similar Boiling Components
Closely related intermediates such as monomethyl isosorbide require high theoretical stage efficiency for adequate separation.
Preventing Thermal Discoloration
Extended thermal exposure may accelerate impurity generation and visible yellowing.
Recovering Methanol and DMC
Recovered methanol and dimethyl carbonate are often recycled back into upstream processing stages to reduce raw material consumption.
Removing Heavy Residues
High-boiling residues, oligomers, and degradation products must be continuously removed from the bottom section of the separation system.
In many production environments, purification performance determines whether the final material can meet cosmetic-grade quality expectations.
For manufacturers targeting stable large-scale production, purification stability and thermal control often become more difficult than the synthesis reaction itself.
دودجن provides process engineering systems for fine chemical and API production, including vacuum distillation, crystallization, and precision separation equipment. In purification applications involving high-boiling cosmetic solvents, properly designed low-temperature distillation systems can help reduce discoloration risk while improving batch consistency.
دودجن does not supply solvent raw materials. The company focuses on process technology and engineering systems for industrial manufacturing facilities.
Removing Color and Fine Impurities From Purified Solvent Streams
Even after vacuum separation, trace oxidation products and thermally generated impurities may still produce slight yellow coloration.
In cosmetic applications, appearance consistency matters because low-level discoloration may affect formulation transparency and perceived product quality.
Additional decolorization treatment is therefore commonly required.
Typical adsorption systems use:
- Activated carbon
- Activated clay
- Composite adsorption media
Adsorption treatment is generally performed:
- At 50–80°C
- Under controlled agitation
- For approximately 30–60 minutes
Following adsorption, multi-stage filtration systems remove suspended particles and residual adsorbent materials.
Industrial filtration configurations may include:
- Plate-and-frame filtration systems
- Precision cartridge filters
- Multi-layer polishing filtration
- Final 0.2 μm safety filtration
Final quality targets often include:
- APHA color ≤ 10
- Transparency above 98%
- No visible particles
- Stable appearance during storage
Inadequate filtration may leave residual carbon fines or trace particles inside the product stream, which can later affect cosmetic formulation clarity.
For this reason, filtration design is often integrated directly into the purification process rather than treated as an isolated downstream step.
Why This Solvent System Performs Well in Cosmetic Formulations
The bio-based carrier is widely used in cosmetic formulations because it functions as both a solvent and a delivery enhancement system.
Its formulation advantages include the following.
Enhanced Epidermal Delivery
The solvent system helps transport both water-soluble and oil-soluble actives into the epidermis while reducing recrystallization risk.
Broad Formulation Compatibility
The material is miscible with water, many organic solvents, and nonionic surfactants, allowing flexible formulation design.
Improved Active Stability
The carrier can improve stability for hydrolysis-sensitive or transesterification-sensitive ingredients such as:
- Retinoids
- Vitamin C derivatives
- Certain peptide systems
Reduced Irritation Potential
Improved delivery efficiency may allow formulators to reduce the required dosage of more aggressive active ingredients.
تشمل التطبيقات النموذجية ما يلي:
| Product Type | Functional Role |
|---|---|
| Sunless tanning products | Improves DHA penetration uniformity |
| Facial serums | Enhances peptide and caffeine delivery |
| Anti-acne formulations | Supports salicylic acid or benzoyl peroxide transport |
| Makeup removers | Improves solvency without excessive irritation |
Typical formulation usage levels range from approximately 1% to 20%, depending on active ingredient loading and targeted delivery performance.
Future Requirements for High-Purity Cosmetic Solvent Production
As cosmetic formulations become more performance-driven, purification quality and process stability are becoming more important than simple reaction conversion.
Manufacturers targeting cosmetic-grade production increasingly focus on:
- Stable methylation control
- Low-temperature vacuum separation
- Effective decolorization systems
- Precision filtration integration
- Consistent impurity control
- Long-term appearance stability
For many production facilities, downstream purification now determines whether a solvent system can consistently meet premium cosmetic formulation requirements.
In high-purity applications, thermal control, separation efficiency, and impurity management often become more difficult than the synthesis reaction itself.



